
Ensure suitable building materials are selected for application.
Supervise the acceptance, safe handling and storage of materials on site.
UNIT 2
Timber and Timber Products
In this section you will learn about:
A very good, comprehensive source showing the properties, insect susceptibility, common uses, availability, etc. for all common timbers available in Australia is Appendix H in either Part 2 or Part 3 of the Australian Standard AS1684 – Residential timber framed construction (AS1684.2 and AS1684.3).
Timber Development Association (NSW) Ltd. (TDA) is a NSW based body which provides information for all users, specifiers, educators and students of timber. Their web site is:
www.timber.net.au/
Forest and Wood Products Research & Development Corporation runs the National Timber Development Program (NTDP) which provides technical market support for the specification and use of timber and wood products. Their web site is:
www.timber.org.au/
We all love trees. Many of us love timber, for houses and furniture, so goodbye trees. Where do our responsibilities begin and end when it comes to conserving forests?
The many uses that timber has means that it is seen as a resource which can be exploited for economic benefits. This exploitation has a long history and is why the northern temperate forests have largely disappeared over the past thousand years. Now the same process is taking place in tropical and subtropical forests for similar reasons, but at a faster pace. Socioeconomic changes and advances in technology have placed continual pressures on the survival of the world’s forests.
However, these economic advantages are often short-term and the consequences of clearing the forests are long-term and potentially disastrous. The concern of conservationists is not based on sentiment, but on real, practical issues. Trees play a fundamental role in the ecology of our planet: oxygenating the air; preventing land and soil erosion; providing nutrients for the soil and habitat for a wide range of animal and plant life.
Clearing the land, as is done in Australia in both urban and rural areas, has destroyed the natural balance that existed between these elements and has created problems such as topsoil erosion, land erosion, salt-polluted rivers, the extinction of native species of plants and wildlife. Long-term climatic change is another effect of worldwide clearing of rainforests and the delicate ecological balance, once destroyed, can never be restored.
We cannot go back. Therefore, because the effects of clearing forests evolve only over time and are difficult to measure against short-term economic demands, our most pressing dilemma now is to find ways of reconciling the conflicting needs we have for timber and for preservation of forests.
A tree trunk is really a very long cone, not a cylinder (refer to Figure 1). The height increase in the trunk or lengthening of a branch is due to growth at the extreme tips.

Figure 1: Tree trunks are long cones
The trunk does not get longer between branches; it gets thicker to support the weight of the growing tree. Cells under the bark produce this thickening of the trunk.
In cool climates there is a definite seasonal pattern in softwoods and hardwoods, and this is often seen in the growth ring. Counting growth rings can be used as a rough guide to the age of a tree, but the accuracy of this method can be affected by drought, by irregular growth conditions and by where the sample is taken in the trunk.
When we look at a section across the trunk of a tree we find two types of wood: sapwood and heart wood (or truewood) – refer to Figure 2.
Sapwood extends from the growth cells under the bark (the cambium layer) into the trunk for a short distance. It is made of newly formed wood cells which contain food (including starch) and water.
Heartwood (also often called truewood) extends from the sapwood through towards the centre of the tree. These cells do not contain any food or starch. Heartwood is formed from the gradually dying sapwood. It contains tannins and other materials, making it usually darker and more durable than sapwood.

Figure 2: Section across a tree trunk, showing its structure
Timbers are divided into two groups:
This grouping is based on the presence or absence of vessels in the wood called pores, and not on hardness (refer to Figure 3 and Figure 4). The presence of these pores in hardwoods can be very obvious, with very distinctive sizes and patterns in some species. Some ‘hardwoods’ are actually very soft (eg. balsa), whereas some ‘softwoods’ are hard and durable (eg. cypress pine).
The terms softwood and hardwood cause an unfortunate amount of confusion:
The sketches in Figure 3 and Figure 4 give a general idea of the difference in structure.
The conifers (ie the cone-bearing trees of which the pines are the best known) are all softwoods, while the broad-leafed trees like the eucalypts and most of the tropical and sub-tropical rainforest trees, even extremely light ones like balsa, are hardwoods by botanical classification. The arrangement of the pores is characteristic of each group of hardwoods, and of great aid in identification. Table 1 lists some of the principal timbers used in each group.
Non-pored (softwoods) |
Oregon |
Radiata pine |
|
Note: All pines and firs are softwoods |
|
Pored (hardwoods) |
Tallow wood |
Brush box |
|
Note: All eucalypts are hardwoods |
|
Table 1: Softwoods and hardwoods used for timber
Figure 3 illustrates the cell structure of a minute block of softwood about 1mm high. The rectangular Sections which make up this drawing are sections through various cells, mostly tracheids or water carriers (TR), the walls of which form the bulk of the wood substance. TT indicates the transverse surface or end grain. RR indicates the radial longitudinal surface and TG indicates the tangential surface. Earlywood cells (E) are distinguishable from the latewood cells (LW). The earlywood growth is more rapid and, together with the latewood, makes up a year’s growth. The rays store and distribute horizontally the food material.
Figure 3: Structure of softwood
Figure 4 represents the cell structure of a block of hardwood about 1mm high. The portion TT corresponds to the top surface of a stump or end surface of a log and RR corresponds to the surface roughly parallel to the radius of the log. The hardwoods have specialised vessels or pores (P) for conducting sap. The pores vary in size and are visible with the naked eye in some species. They usually have small cavities and thick walls. The rays (R) are strips of short horizontal cells that extend in a radial direction. They store and distribute food. All the cells in wood, including vessels, fibres and ray cells are firmly cemented together by a thin layer of lignin at the middle lamella (ML).
Figure 4: Structure of hardwood
The chemical composition of wood is very complex. The main constituents are:
Other substances are also present. One such group is the extractives.
Cellulose is a complex carbohydrate that makes up the cell walls in plant tissue, it is what gives wood its tensile strength. Cellulose is the main component of pulp and paper.
Lignin binds wood fibres together, giving wood its structural strength. It is plastic when hot, which is why heated or steam-treated timber is much easier to bend.
Extractives are substances in wood that can be extracted by being dissolved in solvents. They include sugars and starches in the sap, oils and resins (which give many woods their characteristic smells) and tannins.
Resins are present in many pines, in Douglas Fir and Oregon. A high concentration of resins can greatly increase the durability of some woods in two ways:
However, because they flow when heated, resins may exude as sticky drops through surface coatings of stains, paints and other treatments. Kiln drying of such woods reduces this risk.
Similarly, rose mahogany and northern silky oak sometimes exude gums which have a harmful effect on finishes, and where it is necessary to apply surface finishes, these timbers should, if affected, be avoided.
Tannins are present in all woods, although some trees contain quite a lot more tannin than the average. When tannin comes into contact with metal, the timber will stain (for more details refer to the section entitled Stains from metals on page 36).
…………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………….
…………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
There are two main sawing methods:
Live sawing is the simplest way of sawing a log and involves sawing through and through (refer to Figure 5), using large circular saws (band saws).
The log is either passed through the saw a number of times, or a group of saws (gang-saw) is used.
Live sawing is well suited to fast, large-scale production from small logs of good form with few defects. However, it lacks flexibility and is unsuited to the production of varied sizes and grades, in particular to the sawing of logs with a major defect running through them. It has the further disadvantage that the mixture of grain directions obtained can result in a large number of seasoning faults (warps, twists, cupping etc).

Figure 5: Cross-section through ‘live sawn’ log
Sawing around involves turning the log during the sawing process so that a number of different cutting directions are obtained. The most common method of sawing around used in Australia is back sawing (refer to Figure 6), but quarter sawing is also used.
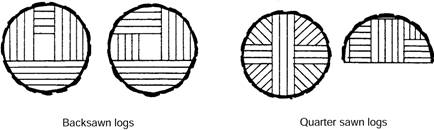
Figure 6: Examples of back sawn and quarter sawn logs
Back sawing takes longer than live sawing but is more flexible and enables high grade timber to be produced from faulty logs.
Quarter sawing is the only sawing method that reveals the decorative features in some figured timbers (eg. Queensland walnut and maple). Some coarse-textured timbers give a harder wearing board when quarter sawn as it reduces the effect of detrimental gum veins in some eucalypts, and quarter sawn timber dries more slowly and is less likely to develop defects and distortions in seasoning.
In timber that has recently been cut from a growing tree, all of the voids in the cell structure are filled with moisture. The hollow cells are filled, and the cell walls themselves are filled. As the timber is exposed to the atmosphere, it loses moisture (seasoning), and the first water to go is the water in the hollow cells. At 25% moisture content, (fibre saturation point), the cell voids contain no water.
Figure 7: Moisture in wood cells
The cell walls are still full of water as shown by the thick cell walls in the centre diagram. Under continued drying, water is removed from the cell walls.
The cell walls become a little thinner as the moisture is removed, but more energy is required to remove this water (bound water). The last part of the seasoning process happens more slowly, or if it proceeds quickly, it requires large energy input (kiln drying). The moisture content of seasoned timber is shown at the bottom of the diagram in Figure10. Note the thinner cell walls. The process of seasoning timber targets a moisture content that is in equilibrium with the environment in which it will be used.
Moisture has a number of effects on timber but the most significant is on its dimensions. At moisture contents less than fibre saturation point (25%), wood that is taking up moisture swells, and wood that is drying shrinks. The shrinking and swelling takes place at a range of moisture contents that the wood will experience in normal service. Most of the shrinkage occurs normal to the grain.
Seasoning as we have seen is a process of drying out the green timber to a desirable level. This reduces the chance of the timber shrinking, splitting or deforming when used. Drying makes the timber lighter, increases its strength and prevents its deterioration from fungal decay or attack by some insects. Green, sappy wood will not easily take paints, glues and stains, and will exude sap and moisture.
Drying of timber to remove firstly the free moisture, then the bound moisture can be accomplished in several ways. The aim is to remove the moisture at a uniform rate through the piece so that there is a minimal moisture content differential within the piece. Where a large moisture content differential exists, degradation of the timber can occur, causing twisting, cupping, checking, splitting, collapse, etc.
The most appropriate method of seasoning to use varies with species. The method used is generally not of importance to the user. However, the moisture content of the timber delivered is of importance in many applications.
Seasoning is carried out by:
The seasoning has to be controlled to prevent unacceptable shrinking, splitting or warping and twisting.
Moisture movement out of the wood into the atmosphere happens where the atmosphere is relatively dry and/or the wood contains a lot of moisture. It is the process of continued seasoning. Where the wood has already been dried (seasoned timber) and it is used in an environment that has a lot of atmospheric moisture, then the moisture will follow the reverse path the cells will take movement is the reverse of seasoning.
The important point is that moisture can move between the atmosphere and the timber where an appropriate moisture gradient exists between the wood and the environment in which it is placed. No moisture will move where the moisture in the timber is in equilibrium with the moisture in the atmosphere. This is the condition known as equilibrium moisture content (emc).
Figure 8: Equilibrium moisture content (emc)
This is any timber in which the cell walls are fully saturated. This includes any timber with a moisture content at or above fibre saturation point. For the purpose of definition, unseasoned timber is any timber with a moisture content > 25%. Changes in moisture content above this level do not affect the cross sectional dimensions, but once moisture is removed from cell walls (<25%), they become thinner and the timber starts to shrink.
This is timber with a moisture content of less than 15%. Timber in this condition will be in equilibrium with internal environments in many parts Australia.
Little moisture will move into or out of the timber while it is in service. It will not shrink significantly while used internally.
These can be affected by the moisture content of the wood as follows.
Strength - Water in the cell walls tends to make them a little slippery. It acts as a lubricant and allows the fibres to slide past each other a little easier. When we are measuring the fibre strength of wood, we would see a small reduction in strength of wood fibres as moisture content increases. This effect is seen in the relationship between strength and moisture for clear wood specimens.
Stiffness - Water lubrication within the cells causes a small increase in elastic deflection under load (this is a decrease in stiffness). However, moisture has a marked effect on creep.
With only loose bonds between the cells, (in our model between the drinking straws) as load is applied, the straws rely on friction to stop them sliding over each other. Under long term loading, some sliding will occur. This is creep. Water in the cell walls increases the creep markedly by lubricating the slip interface. Creep is accelerated while water is moving into or out of the wood.
Durability - fungi and termites need to have moisture to thrive. Moist wood is therefore more vulnerable to biological degradation. As well, timber is protected by coatings, and most paints and glues need dry wood to stick to. Moisture therefore can compromise the durability of timber by making conditions more favourable for biological attack and by reducing the effectiveness of protective coatings.
Coatings - Finally, unless the protective coatings are flexible, the shrinkage and swelling of timber as moisture moves in and out causes deterioration of the coatings. Once a coating has been broken in places, the water can move into the timber. The undamaged portion of the coaling can trap moisture in the timber.
The swelling and shrinkage of the timber in response to changes in moisture content will cause rapid deterioration of the rest of the coating. Keep paintwork in good condition or rapid deterioration of both the paintwork and the timber will result.
Grading is simply sorting a production run into groups that have similar properties. The grouping of the properties can be any mixture of appearance and structural properties. In order to give some uniformity across the industry there are standards for the sorting of timber products. Many of these are Australian Standards, but some are industry-based standards. Grading processes can be used for sawn timber or for the classification of engineered wood products.
Grading standards make it easier for a designer to communicate what is required in a piece of timber to the supplier. A grade designation refers to a full suite of structural, utility or appearance properties. Thus, reference to a grade designator will mean that the timber supplied should have all the properties that enables it to meet those grading requirements.
The sorting criteria can be either an appearance, or some estimation of structural properties in terms of strength (stress). Appearance grading is primarily for architectural use, while strength grading is for engineering use. Some products may have a strength grade, and be selected for appearance as well.
Grading for appearance is currently carried out by visual inspection, whereas grading for strength (stress grading) can be done visually or by mechanical methods such as mechanical stress grading and mechanical proof grading.
Timber which is to be used where it can be seen in locations such as cladding and linings is graded for its visual appearance. Strength is a secondary concern and is often not even considered.
When timber is to be used where it can be seen, the grading standard depends on the finish that will be applied in the finished location. For example where the timber will be painted the main criteria will be for a smooth finish. Staining and colour variation are not important but should the finish be some type of clear coating, then staining and colour matching becomes important.
Appearance grading rules have been written for a number of specific timber products eg. timber floor boards. However, many other products are produced using appearance grading as well. For most of these, the grading rules are specific to one mill, a group of mills or perhaps the entire industry.
These industry standards are published and often freely available to anyone interested. The rules focus on things that can be seen easily in the boards as they pass quickly by the graders on the grading table.
Knotscan often easily be seen in machined timber. Limits in appearance graded products may pertain to the size of knots or the frequency of the knots in the width or length of the piece.
Checksare small surface cracks that do not pass completely through the board. These may be rejected in appearance graded products. Certainly cracks or splits that are wide or pass through the board would be excluded.
Colour and grain uniformitymay be important in appearance graded products used architecturally, particularly the case for select grade.
Other rules may relate to the utility of the product and indicators may be want and wane (where part of the cross-section may be missing due to either the edge of the tree being inside the cross-section, or mechanical damage during processing). Typically there are also limits on bow, twist and other deformations in unloaded boards as these things affect the way in which the boards can be used.
The strength and stiffness of timber varies from species to species and also with the quality of the timber produced within a species. For most of our species the structural properties are assigned using a system of ‘stress grades’. A stress grade is the name of a collection of structural properties. The structural properties that correspond to each stress grade are given in Table 2.4 and other places of AS1720.1. Table 2.4 shows the properties of ‘F_’ grades - Australia’s most widely applicable system of stress grades. These are shown in Table 4 which follows shortly.
The higher the number of the F_ grade, the higher is the strength and stiffness assigned to timber of that grade. Different strengths are used for bending, tension, shear and compression. The ratio between each of these strengths was chosen to be a reasonable fit for most commercial species of timber in Australia, but none fits perfectly. Likewise the interval between the F_ grades was chosen as a logarithmic progression. The gaps between the grades are larger at the top than at the bottom.
If testing or evaluation has confirmed that the properties are between two F_ grades, the lower one would be assigned. Not all Australian structural timbers and timber products are associated with F_ grades as some are graded according to other systems.
Examples of other unique stress grades systems are MGP grades which are generally only used for machine stress graded pine species, and GL grades used for glued laminated products.
Figure 9: Types of grading used
In some cases, timber may have three times the strength indicated by its grade mark. There is less variation in stiffness properties of stress graded timber compared to the strength properties.
Each piece of timber that is stress graded is stamped. This is the link between the piece and the expected structural properties of the entire graded population of pieces.
Stress grading can be carried out either by:
Visual stress grading relies on the fact that there is a definite relationship between strength and the visual appearance of natural defects in timber, for example knots, slope in grain, and gum pockets.
To determine this relationship for a species or group of species, many thousands of mechanical tests must first be performed on a representative sample of the species. The results of these tests are then related to the visual appearance of the defects at the points where the tests were carried out.
Visual grading occurs when experienced graders inspect timber and grade it by eye.
Timber is fed into a machine which applies continuous stress along the length of the timber and then marks it with spray-on dye(s). The colour of the dye indicating the stress grade in the case of machine stress grading – refer to Table 2 shown later. Sometimes one length of timber will be marked with more than one colour to indicate changes in its strength. Proof graded timber and MGP graded seasoned softwood actually have the grade number stamped on the timber.
Machine stress grading relies on the existence of a similar relationship between the strength and stiffness of the timber at a specific point. Again, this relationship is determined by the results of a number of mechanical tests.
Generally a stick of timber is passed through a stress grading machine where it is subjected to a predetermined load. The resulting deflection is then recorded. Based on this deflection, a stress grade can then be assigned. Most stress grading machines that are in operation today automatically grade and mark (brand) the stress grade on each piece of timber.
In this operation, the amount of deflection is used to determine the stress grade of the timber at the particular point in a continual operation. Hence a stick of timber may show several different grade marks along its length but the minimum stress grade showing must be assigned to that stick.
In machine stress grading, the operation may allocate different stress grades to different sticks of timber. Most stress graded timbers bear some form of brand that identifies the stress grade, the grading location, a certification mark or quality assurance mark, and other relevant information.
Some timbers are sprayed with a colour brand to signify the stress grade of the timber. This is a guide to the performance of parts of each piece.
The stress grade to be used on any piece is the grade associated with the minimum colour mark on the piece. Table 2 shows the stress grades and their corresponding colour.
Stress Grade |
Colour Code |
Stress Grade |
Colour Code |
F4 |
Red |
F11 |
Purple |
F5 |
Black |
F14 |
Orange |
F7 |
Blue |
F17 |
Yellow |
F8 |
Green |
F22 |
White |
Table 2: Colour branding of mechanically stress graded timber
The colour may be:
With continuous branded timber, you may find several colours on the one stick of timber. In this case the applicable grade is that of the minimum stress grade indicated on that stick.
For example, if a stick of timber had mainly all green with a short strip of black, the stick would be classified as F5. If the piece with the black paint was docked, then the two sticks with all green could then be used as F8.
Machine proof grading relies on applying a predetermined proof load that bends the timber. The proof load applied also takes into consideration other design properties such as tension and shear stresses. If the timber passes the proof test (it does not break), then the stress grade for the proof load can then be allocated to that stick of timber.
Proof graded timber is grade marked and branded with the stress grade on each piece of timber.
In machine proof grading, only the stress grade of the proof load may be allocated to the pieces of timber that pass the test. The timber may be of a higher stress grade, but this could only be determined if retested in tests at higher proof loads.
MGP is a recently developed grading method for Australian grown softwoods. Producers must be a member of Pine Australia to use this system. The system is based on joint research carried out by Pine Australia and CSIRO Division of Building, Construction and Engineering and State Forests of NSW to derive more accurate and reliable structural design properties for pine timbers.
MGP grades have been introduced as an effective means of utilising the new design properties. The common grades are MGP10, MGP12 and MGP15.
MGP graded timber can be substituted for Stress graded timber as shown in the following table. However Stress graded timber cannot be substituted for MGP graded timber.
MGP10 |
|
F5 |
MGP12 |
|
F8 |
MGP15 |
|
F11 |
Table 3: Substitution of MGP Grades for F Grades
Scanning is the process of passing some electromagnetic radiation through the timber and monitoring the output to give an indication of the density of the wood, slope of grain or presence of internal imperfections. It has been used commercially in parts of Europe, but not much as yet in Australia. Without doubt, this is an area which will see considerable development in coming years.
The producer grades timber such that products with similar properties are assigned a stress grade to indicate structural properties. The producer stamps timber to clearly indicate the stress grade, species, moisture content, treatment and type of grading.
The grade stamp is very important for communicating information about the product to the building site. It is the link between the properties that are expected for the product and the product itself. In turn designers and builders rely on producers to grade timber products accurately and consistently, so that they can specify and use timber by grade to ensure the timber product used for a specific purpose has appropriate properties to satisfy functional requirements.
The timber is specified by stress grade and moisture content. Specification of structural grade is not required as structural timber is only sold by the stress grade.
Figure 14 shows a visual stress grading stamp.
Figure 10: Grade stamp on a piece of timber
Note also the following in Figure 14.
All timber should be properly stored at all times, particularly on-site and for timber requiring to be stored for extended periods. Correct storage of seasoned timber is especially important.
Timber and timber products should be stored:
When storing timber for extended periods, especially when stored close to the ground or on timber gluts, the stacks must be checked periodically for termite infestation.
Timber is sold as either:
Timber sizes are given in the following order and Sections of measurement:
1 |
length |
in metres or millimetres |
2 |
width |
in millimetres |
3 |
thickness |
in millimetres |
For example: A piece of timber 2100 ´ 50 ´ 50, is:
2.1 m long, 50 mm wide and 50 mm thick.
In most instances standard lengths start at 1800 mm (or 1.8 m) and increase in Sections of 300 mm up to 6300 mm. Quantities of timber can be produced to special lengths to order.
Dressed timber can be specified as the finished size or, more commonly, as the original sawn size from which it is dressed. A piece of 100 ´ 75 timber, for example, will measure several millimetres less on each face when dressed, due to planing and sanding. The symbol % (or ‘ex’) means ‘out of; thus % 100 ´ 75 means that the piece is dressed from a sawn section of 100 ´ 75.
Refer to Clause 1.15 in either Parts 2 or 3 of AS1684 for maximum undersize tolerances for timber used in structural applications.
Timber that has been machine-finished to a particular width and thickness or has been machined to a specific shape is called milled or dressed timber.
Milled timbers include the following:
Square and rectangular sections of seasoned timber are machined to suit a wide range of stock sizes of width and thickness.
The timber is usually dressed on all four sides, but may be dressed on particular surfaces as required. The machining requirements are shown in Figure 11 on the next page.
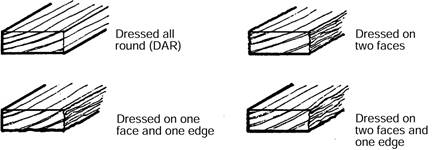
Figure 11: Timber dressing
Tongue and groove (T&G) floorboards and wall panelling are machine dressed from seasoned timber to a range of stock widths and thicknesses. A tongue is formed along one edge and a groove along the other edge (refer to Figure 12). When fitted together, the tongue and groove give great strength to a board (as stress from weights is spread over a much wider area), and also will exclude draughts, dust and vermin.

Figure 12: Tongue and groove flooring
Weatherboards comprise only one style of a variety of timber profiles used for external wall cladding. Weatherboards are fixed horizontally to the studs so that they overlap for weatherproofing. Other profiles may be fixed horizontally, vertically or diagonally to studs or noggings. Slimmer profiles are used for internal wall lining and also may be fixed in various directions. Some profiles are illustrated Figure 13.

Figure 13: Examples of timber profiles for wall cladding or lining
Mouldings are machined to a wide range of stock sizes and shapes and used as finishing pieces in a variety of situations. Examples of mouldings are shown in
Figure 14.
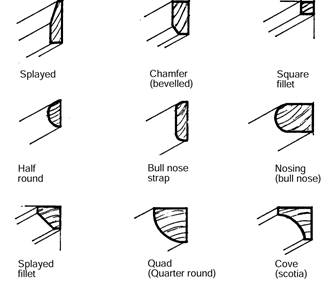
Figure 14: Mouldings
………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………..
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
a particular width and thickness or to a specific shape?
…………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
Wood is a natural material and as such exhibits what is termed ‘character’. This character is a product of the visual features of the wood.
These visual features are categorised as:
Also, wood is subject to damage by various environmental agents.
Before we look at these visual characteristics and environmental effects, let us first consider the health and safety aspects of timber.
A number of timbers contain extractives that can be extremely irritating to skin and mucous tissue, especially when in fine sawdust. Timbers known to contain irritant compounds include crows ash, black bean, silky beech, black wood, western red cedar, miva mahogany, silky oak, cypress-pine, makore and guarea (both imports from Africa).
As a general health and safety consideration, prolonged exposure to dust, both natural and manufactured, is known to cause disease and every precaution, including dust extraction, dust masks and personal cleanliness must be observed.
The appearance of wood is affected by various physical characteristics such as texture, grain, figure, knots, hardness and wear.
Wood texture is caused by the size and arrangement of the cells, and by variations in the density of the wood. We speak of fine, coarse, even or uneven textures.
Grain refers to the general direction of growth of the wood tissue, and is shown by the way the fibres separate when a piece of timber is split. We can have, for example, straight, spiral, interlock, curly, wavy or cross grain (refer to Figure 15).

Figure 15: Timber showing some types of cross grain
Figure refers to the ornamental patterns seen on the dressed surface of the timber and is the result of colours and grain patterns in the wood.
Knots occur where the branches joined the trunk of the tree. They are harder and darker in colour than the stem wood (refer to
Figure 16).

Figure 16: Timber knots
Hardness is how well a material resists being dented. Hardness varies from tree to tree, and also within a tree. End grain is sometimes harder than side grain, and sometimes softer. Table 4 shows a number of timbers, listed in order of hardness.
|
Hardest
Softest |
Table 4: Various timbers listed in order of hardness
Some timbers have a greater resistance to wear than others, a consideration that is particularly relevant to floors. Generally, hardwoods with a relatively high density, with a fine, even texture and small pores are most suitable for industrial or heavy duty floors.
Some stains occur naturally in wood. Let’s look at some of the most common types and sources of stains in timber.
Mould stains develop on sawn timber in the early stages of drying. They do not damage the wood and are removed when the timber is dressed.
Blue stain fungi may attack the sapwood and heartwood of both softwoods and hardwoods-plantation pines are especially susceptible. To stop this, it is important that the tree is seasoned quickly after felling, especially in the warmer months. The strength of the timber is not particularly affected, but the appearance can be streaked and ugly.
Pockets or streaks of red-brown or whitish wood may indicate decay. Such wood may be considerably softer than the surrounding wood. This material is often brittle and will usually break if you attempt to prise it out with a knife. This decay is stopped by seasoning and proper maintenance afterwards.
When the tannins present in wood come into contact with metals a chemical reaction takes place, resulting in the timber becoming stained; for example, the blue-black stain that occurs from contact with iron and steel.
Staining occurs more easily with green (unseasoned) wood, but if seasoned timber is wet it can still stain. For this reason, external fittings and fasteners should either be galvanised or else not made from metals containing iron or steel.
Iron or steel will, however, cause little or no staining on the following species: blackwood, brown alder, brush mahogany, camphorwood, silver quandong, yellow wood.
Copper nails can cause a slight reddish brown stain on some timbers. Aluminium, monel metal, and galvanised iron and steel do not cause staining, but it is important that the zinc coat on the head of galvanised nails isn’t damaged.
As the tree grows it can naturally produce colour variations of its own which show up as streaks or blotches. These often increase the decorative value of the timber.
Intermittent wetting and drying of an uncoated piece of timber can result in colours in the timber migrating, resulting in stains. These can also be carried in the water onto nearby paintwork, brick or concrete, causing unsightly marks. They will eventually fade, or they can be removed with dilute acids such as citric or oxalic acid in a 10% solution in hot water.
Species susceptible to such staining include blackbean, NSW walnut and all eucalypts. Softwoods and most rainforest species are seldom affected.
Defects in timber can affect both its appearance and strength. These defects may occur as the wood grows, when the wood is processed or as a result of weathering.
The degree of loss of strength is taken into account when the timber is graded.
The appearance is not usually important with structural timbers, but very relevant with wood used for finished surfaces and veneers, for example.
Generally, defects which result from the growth of the tree are:
Figure 17: Sloping grain
Knots can add to the attractiveness of decorative timbers, but affect the strength of structural timbers.

Figure 18: A knot
Cavities in the wood become filled with resin (in softwoods) or gum (in hardwoods). These gum pockets and veins do not usually affect strength but can often affect appearance.

Figure 19: Gum pockets and veins
Reaction wood is growth that occurs in a tree that is trying to compensate for a lean or bend for example.
Pith is a soft, furry brown zone, occurring during early tree growth. It is weak and unattractive, and is found especially in young softwoods.
These are holes that form from the pine cone remaining attached to the tree trunk, and the stem of the cone falling when the wood is sawn.
Induced defects are those that occur during felling, seasoning or other conversion processes. These include checks, splits, shakes, distortion and weathering.
During surface drying, a separation of the layers of wood extending along the grain may occur. These separations are called checks.

Figure 20: Checks in timber
Splits are cracks that extend from one surface to another at the end of a piece of timber.
Figure 21: Splits in the end of a piece of wood
Shakes
Shakes are areas of complete or partial separation between layers caused by processes other than drying; by felling, for example.

Growth stresses within the live tree, and stresses during the sawing, drying or storage of timber can result in distortion, or warping, as it is often called (refer to Figure 23).
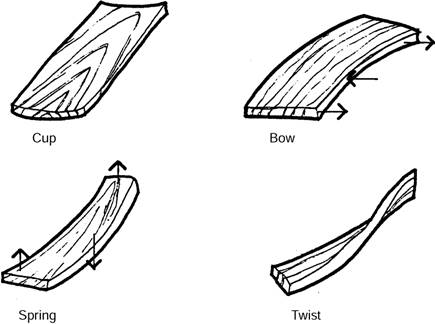
Figure 23: Common types of timber warping
Weathering results from the combined effects of sunlight and rain. At first, the dark colours fade and light colours darken, but in time all weather-exposed timbers turn grey. This surface grey colour sometimes gets dirty and blotchy because of fungal organisms, but in dry climates or coastal areas subject to salt spray, a lovely silver grey often develops, as is often seen on driftwood.
Weathering also causes the grain to stand out and the surface to gradually break down. This surface decay can be quite rapid if dampness is present and rot develops.
Timber can be destroyed by micro-organisms, insects and fire.
These micro-organisms include surface moulds, blue stain fungi, fungi causing wet and dry rot and bacteria.
Some (eg. blue stain) mar the appearance but not the strength, whereas the fungal rots can completely destroy affected timbers, reducing them to soft, spongy material with no strength.
Though they are often misnamed ‘white ants’, termites prefer moist, dark conditions and are extremely destructive to timber. They eat out the inside of wood, along the grain, leaving only a thin shell of wood.
This destruction can be avoided by using termite-resistant timbers, and by isolating timber from the ground, through which termites travel. Efficient chemical termite barriers may also be used to prevent their access.
Various poisons are used either to spray affected soils and timbers, or directly on the soil as a barrier to potential invasion or to treat wood before use. However, as many of these chemicals are highly toxic, extreme care should be taken.
This wood-boring beetle infests cut timber. It lives off the starch in the sapwood of pored (hardwood) timbers and, although confined to sapwood, can cause considerable damage.
In NSW, before being marketed, most susceptible timbers are required to be treated with a preservative that is toxic to this beetle.
This borer, which also lives off starches in the wood, chiefly infests the sapwood of seasoned softwoods and can cause extensive damage in untreated wood. The tunnels that are bored out form a honeycomb appearance in the timber, leaving a deposit of fine gritty dust. Affected timber should be treated or removed and destroyed, to prevent spread.
These beetles attack almost any tree species but only the green timber. The beetle is killed off as the timber dries out with seasoning. Various chemicals are used to prevent or destroy infestation.
Fire causes serious and spectacular damage to timber because of timber’s flammability. While the fire hazard of timber construction is often greatly exaggerated, the fact remains that timber is the only primary structural material that will ignite and burn at high fire temperatures.
Attempts are being made to deal with this problem by developing fire-retarding treatments.
……………………………………………………………………….
………………………………………………………………………
………………………………………………………………………
………………………………………………………………………
……………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
……………………………………………………………………………
Some timbers are naturally durable. Durability can be affected by the chemical make-up of the timber itself, its hardness and the amount of sapwood present in the sample.
For instance, timber with a high concentration of phenolic compounds may be extremely durable, whereas timber with a high carbohydrate content (eg. radiata pine) is extremely susceptible to fungal attack. Termites, on the other hand, are less affected by phenolic compounds than by the hardness of the timber. Brush box and turpentine, for example, have high levels of silica compounds which make them difficult for the termites to chew.
The amount of sapwood present can reduce the durability of the timber as a whole. The sapwood of most tree species is susceptible to decay and insect attacks, whereas the heartwood of most Australian species is quite durable.
Timbers can be placed into one of four classes for durability with Class 1 being the most durable when in contact with the ground. Examples of common timbers in each of the four classes are shown in Table 5.
Timber which is not naturally durable may be impregnated with preservatives to improve its durability. Preventative treatment of timber before sale and use is most effective.
Commercial or large-scale treatments available in Australia fall into one of four main categories:
Table 5: Timber durability classes and heartwood service life expectancy
The most commonly used oil-based preservative is creosote, a dark brown distillate of coal tar.
It is widely used to protect fence posts, transmission line poles and railway sleepers, and can be applied commercially by pressure impregnation or by on-site soaking or brushing.
It provides protection against insect attack and decay but has an offensive odour, blackens the timber, and timber so treated cannot be painted or finished.
Creosote is also a harmful substance and should not be inhaled or absorbed through the skin.
The waterborne preservatives involving unfixed salts include borax, boric acid and sodium fluoride.
These must be diffused or forced commercially throughout the sapwood of susceptible timber and plywood. These preservatives are odourless and non-staining but are not permanent where timber is exposed to water.
This treatment is aimed at control of Lyctus (powder post borer).
The major waterborne preservative involving fixed salts currently in use in Australia is copper chrome arsenic (CCA). The timber is usually pressure treated and the active components deposited within the timber are permanent.
Timber so treated develops a slight green colour and is protected from borers, termites and decay, even for in-ground applications. After treatment, it is odourless and can be easily painted.
CCA compounds are heavy duty preservatives which are not susceptible to leaching. The copper is a fungicide and the arsenic is an insecticide and also limits fungal growth. The chrome acts as a fixing agent, making the copper and arsenic chemicals insoluble.
Tests over many years have proven CCA treated timber as being completely safe and that human contact with it is not hazardous. However, care must be taken in the disposal of CCA treated timber and it should never be burnt in an enclosed space or used as fuel in a BBQ.
The use of organic solvents or light oil solvent preservatives (LOSPs) involves pressure treatment in which active chemicals are dissolved in clear organic solvents and forced into the timber.
A variety of chemicals may be used or water repellents (waxes), depending on the level of protection required. Timber so treated can be used in exposed situations above ground and, as the original colour of the timber is unchanged, it is suitable for exposed decorative finishes.
For information on preservation and treatment of timber go to the Publications section of the Timber Development Association of South Australia, Inc. web site: www.tda.asn.au
A number of different types of manufactured boards are produced for a variety of uses with some advantages over regular timber. These include plywood, particleboard, hardboard, solid core board, composite sheet, laminated sections and medium density fibreboard.
Thick continuous sheets are peeled off rotating logs of wood and then glued together in layers, under pressure. Each layer is laid at right angles to the grain direction of the previous layer (refer to Figure 24), and there is always an odd number of layers. Plywoods are often named according to the number of layers (eg. three-ply, five-ply and so on).
Decorative timber surfaces on sheets provide attractive finishes for cabinet making, wall panels or wherever a timber finish may be required.
Figure 24: Grain directions in plywood
Its wide range of uses includes sheet flooring, external and internal wall cladding, sheet roofing underneath other roofing materials, components for structural members, formwork for concrete, decorative panelling fixtures, furniture and wall bracing. Its uses include panels as decoration and bracing, sheets for plate bending (flooring, formwork), and webs in I beams, box beams to give high shear strength.
Standard sheet sizes (for residential construction) are:
Other sizes are manufactured for special uses.
Plywood has very good strength for its weight and is very resistant to shear stress. Thin sheets can be readily bent to required curved shapes. Glues and coatings can, when needed, make plywoods moisture resistant so that they can survive weather, wet concrete and marine conditions.
A summary of the main properties of plywood is as follows:
strength of the material
thickness of the material
glues – interior, exterior, marine
quality of finishes of faces
species of face and other plies
Also called chipboard, this board is made from wood chips glued together under pressure to form solid sheets.
Particleboard has good dimensional stability, and is easy to work using normal carpentry tools, making it ideal for cabinet work. It does not have the same bending and shear strengths as most other timbers and prolonged exposure to moisture will make it swell, causing a reduction in strength and hardness.
Particleboard is used for tongue and grooved sheets for flooring (both sheets are grooved and a plastic tongue fits into each groove); plain sheets for internal fittings and cabinet making; plain sheets surfaced with formica for tables, bench tops, cupboard sides and doors. Sheets are also made in widths suitable for shelving and edge-stripped with timber along one edge to enhance their appearance.
Note: Standard sizes for particleboard flooring are:
Figure 25: Particleboard
Wood is pulped and a felt of wood fibres, impregnated with glues, is compressed and cut into sheets of hardboard, also commonly called masonite. The sheets are rough on one side and hard and smooth on the other (unless a decorative texture is pressed into them).
Hardboards fall into several groups:
Hardboards are extensively used in the building industry. Uses include: as wall and ceiling linings; as underlay, to provide an even surface for cork or vinyl titles or sheets; in cabinet making; as facing panels on doors; for decorative feature walls; for partitions and wall bracing.
This is made up of a number of solid strips of timber glued together and sandwiched between sheets of cross bonding and face veneering (refer to Figure 26).
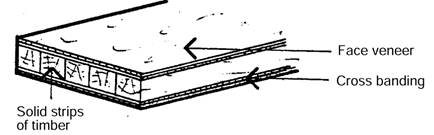
Figure 26: Coreboard
Also known as sandwich ply, this has an inner core of insulating material, sheathed with plywood (refer to Figure 27).
Figure 27: Composite sheet
Medium density fibreboard is made of timber chips or fibres which are compressed with glues to form smooth, even-textured boards which are easily worked and stable. They are ideal for cabinet work and their superior finish has made them a viable alternative to timber for domestic mouldings.
Health & safety
A number of timbers contain extractives that can be extremely irritating to the skin and mucous tissue, especially when in fine sawdust. As a general health and safety consideration, prolonged exposure to dust, both natural and manufactured, is know to cause disease and every precaution, including dust extraction, dust masks and personal cleanliness must be observed.
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………..
…………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………
Manufactured timber products are finding their way into all areas of the building industry. Use of manufactured wood products requires an understanding of the way in which they are made and transported and how that differs from sawn wood products. There is a substantial amount of published material that can assist designers and builders in the use of individual products. Such products include:
A summary of their main characteristics are:
LVL is fabricated by laminating thin sheets of wood (veneers) together. Most of the laminates are oriented so that the grain is parallel to the long axis of the LVL member. Many thin sheets are used to make a single large sized member. The strength of these members has less variability. Imperfections in one board will align with regions of strength in others in the cross-section.
The strength of the LVL assembly is close to the average strength of the veneers in the LVL and is therefore not affected by natural characteristics to the same extent as sawn timber. A limited range of thicknesses of LVL is available, but the depth of the member can be very significant. Also, LVL can be produced in lengths that are limited only by transport.
The higher strength properties of LVL and the large sized members that can be produced make it well suited to use as large beams. It can also be cut into smaller cross-section members to be used as flanges in box beams, I-shaped sections or as top and bottom chords in trusses.
The structural design of LVL members follows the same principles and methods as other timber members. There are many more possibilities in design because of the large depth and long lengths available. However, the thin widths commonly used means that designers, constructors and tradesmen must take care in handling and fixing the beams to ensure that there is adequate support to prevent buckling.
LVL can also be manufactured with selected appearance grade laminates on the faces. In this way, it can fulfil dual architectural and engineering roles.

Figure 28: Laminated Veneer Lumbar (LVL)
These are structural members (such as beams, planks and boards) of long length and large cross-section made by gluing together medium lengths of seasoned, small cross-section timber (refer to Figure 29). Their use is necessary because of the great difficulties involved in obtaining pieces of solid timber in large cross-sectional areas which is structurally sound, and then seasoning them.

Figure 29: Glued laminated timber beam (Glulam)
Glulam is made by gluing a number of smaller members together to form a very deep member. The strength of the glulam can be quite different to the strength of the stock from which it is made. In individual pieces of sawn timber, the strength is often dictated by the imperfections, which for small pieces represent a significant portion of the cross-sectional area. In glulam, the imperfections are relatively small compared with the size of the whole glulam member. Thus, natural characteristics are less significant in glulam than they are in sawn timber. However, other potential weaknesses - the glue-lines and finger joints are introduced. (Finger joints are the glued zigzag joint in the beam laminates that mean long laminates can be fabricated from short lengths.)
Glulam structural members are also designed using the same principles and methods as sawn timber members. In many respects, the construction of glulam varies very little from that used for sawn timber. However, it is often fabricated with better laminates on the tension edge and with a small upward camber. It is therefore important to ensure that the beam is installed the right way up.
Figure 30: Glulam products
Glulam is often used as beams where large spans or cross-sections are required. They can also be used for truss members in very large span trusses. Glulam is often manufactured with an in-built camber to lessen the effects of dead load deflections.
Many glulam fabricators have ready stocks of some commonly used sizes, but creative designers can specify curved members that can be specially fabricated for particular applications. Structural design rules enable the capacity of these sections to be found, and the most effective elements require a synergy between engineer, architect and fabricator.
In Australia, most structural glulam members are horizontally laminated, but in some applications they can be vertically laminated. (Scaffold plants can be made in this way.)
There are many proprietary structural timber products that are available for use, particularly as bending members. They find application in roof members such as portal rafters, or in long span floor bearers and joists.
Engineered timber products include the following:
These can be manufactured to order but local manufacturers and importers carry stocks and design information for a number of common profiles. The section is fabricated by gluing a plywood web into slots in timber flanges. Flanges are frequently made from high strength sawn timber or LVL, both of which have tensile and compression strength, and stiffness to function as an effective flange. Penetrations can be cut into the webs near mid-span but care should be taken with penetration in the high shear region near the end of the span.
Figure 31: I-beam
These are also manufactured from high-grade timber flanges and plywood webs. However they are almost invariably purpose built. The Plywood Association of Australia publishes a guide for the design of these members. The plywood webs are generally the full height of the member, so by using a decorative face ply, the box beam can become an architectural feature. The enclosed box shape of the member gives it good torsional stiffness which makes it easier to handle in fabrication and erection, and improves its resistance to lateral buckling.
Plywood webbed box sections can be used to fabricate portal frames.
Figure 32: Plywood webbed box beam
These are manufactured from high-grade timber flanges but use steel as the web material. Figure 38 shows an open lattice web, but full webs can be made from sheet steel or profiled light-gauge steel (eg custom orb sheeting). They are generally marketed in a limited number of sizes and are available “off the shelf” from selected suppliers.
These types of spanning members are usually lightweight and can be narrow and tall. They can be handled in long lengths and care needs to be taken with lateral instability not only in the finished structure, but also at all stages of construction, including lifting by crane.

Figure 33: Steel webbed joist
When specifying timber, the following should be considered:
The designer must clearly communicate the anticipated use of the timber to the builder using specification notes. The designer uses the required structural properties to specify size, species, grade, treatment and moisture content of the timber. The performance required must correlate with the available grades of product.
Check for the following:
The builder calculates the quantities and purchases the timber from the supplier using the designer’s specification.
The supplier stocks material by species, size and grade.
Consider transportation limits such as length, width, height, weight.
Transport timber flat.
Inspect the timber by checking for:
Unload the timber (do not dump) onto durable straight scantling (spare timber), store flat and off the ground to reduce the risk of termite attack and help keep the timber dry.
Unload the timber using load spreaders or soft slings if necessary.
Arrange delivery according to construction sequence and deliver internal appearance timber once the roof on.
Note the following:
Timber is generally light, easy to handle and work, and also safe to use. However, some safety issues as follows deserve mention:
You should now understand the basic characteristics of wood and the factors that affect the durability and strength of timber. You should also be able to state the main causes of defects in timber and be able to classify the main types of timber according to their use.
Timber is one of most widely used materials in residential construction. Its uses include the following and more, much more.
TIMBER FLOORING
SCOPE
Timber floors are suitable for use in a wide range of both commercial and domestic applications. The properties of timber offer qualities unlike any other material – flexible in its application, durable yet not harsh underfoot along with a wide range of colours and attractive features. Timber floors have proven performance from the ballroom through to the warehouse. The range of products allows applications over timber floor frames, on battens over slabs or even directly to the slab surface.
The following information describes common timber floor systems along with various issues such as grade, size, colour and fixing requirements.
FLOORING SYSTEMS
There are four common floor systems, tongued and grooved, overlay, parquet, and structural plywood (veneer faced) flooring.
Tongue & Groove (T&G) Flooring
Tongue and groove flooring utilises lengths of solid timber boards. The boards are generally 19mm thick and range in width from 60 to 150mm. T&G boards are generally laid over a timber sub-floor (joists), but can also be laid over concrete slabs (directly, or on timber battens, or on plywood) or over timber sheet or strip flooring.
Each board has a protruding ‘tongue’ along one edge and a machined groove along the other so that each board fits into the adjoining board. The ends of boards can also be machined with a tongue and groove profile termed ‘end matched’. End matched boards allow the end joint to occur randomly rather than over joists or battens thus improving installation efficiency, saving most docking of boards and resultant wastage of material on site as required with butt joints.
T&G board profiles include face-nail and secret-nail designs. Face (or top) nailing describes driving nails through the top face of the board into the substructure. Where the floor is to be sanded and polished, the nails are punched below the board surface and the resulting hole is filled with a suitably coloured filler. Secret nailing describes fastening though the tongue of the board into the substrate. Each subsequent board then effectively conceals the nailed tongue of the proceeding board. The face of the board is left unblemished. Secret nailed board width is limited to 85mm as only one nail is used to secure the board at each joist. (Refer to Figure 2). For wider boards a combination of nailing and adhesive may be acceptable.
Overlay & Floating Timber Floor Systems
Overlay and floating timber floor systems are non-structural, meaning they rely completely on the substrate over which they are installed for support. Some products are backed with or installed over a resilient layer, providing a degree of cushioning and sound insulation. Others may be fixed or adhered directly to the substrate. The term ‘floating’ floor relates to those products which are not fixed directly to the substrate.
Generally these products can be divided into plywood based, MDF cored and solid timber systems. The plywood version has a face veneer with the remainder of the product made up of (typically) softwood veneers. Some may also have a layer of hardwood as the bottom layer of the plywood configuration. This gives it balance and results in a more stable product. Milled solid timber is also available as an overlay system. The lengths of the individual boards are typically shorter than those found in conventional floor boards. Some are supplied pre-finished whilst others require sanding and finishing on site.
Adhesive fixed T&G flooring is available in thicknesses ranging from 12 to 19mm. These boards are attached directly to the substrate surface with adhesive. The tongue and groove is generally set towards the lower portion of the board, particularly in the thinner variations. This allows additional timber thickness above the tongued and groove joint to cater for sanding for both initial and maintenance sanding where required. Some products are pre-finished, others are sanded and coated on-site.
ParquetParquet is a system of timber flooring that comprises small blocks of timber, laid in one or more of a variety of patterns from simple block to highly intricate basket weave. (Refer to Figure 3).The range of patterns available is almost limitless and may be further enhanced by mixing various species or introducing contrasting borders. Inlays of other materials such as granite, ceramic tiles, etc., can also be incorporated.
Flooring
(Decorative Veneer Faced)
Structural plywood flooring comprises a plywood base with a decorative hardwood face veneer. It has the capacity to be installed as a structural floor spanning between joists or battens, or fully supported on a continuous substrate (e.g., concrete slab), in the same manner as an overlay floor. There are both sheet and plank type products, joined either with a plastic tongue which fits into a groove in the edge of the material, or a more conventional milled tongue and groove joint. For span capacity and the specific fixing requirements, refer to the producer’s instructions.
The face veneer thickness varies between producers. The thicker this top face veneer is, the better the ability to be re-sanded and finished. Unlike conventional strip flooring no ‘level’ sanding is required in the initial finishing process.
TIMBER FLOOR CHARACTERISTICS
Species and Colour
There is a large variety of timber species, colour and features available in hardwood flooring. Table 1 lists timber species into broad colour groups.
Since timber is a natural product, it may have a wide variety of natural features and colour variation within the one species. Every floor will be unique and may well vary from timber samples or showroom displays. Refer to Timber Species Guides for detailed descriptions of each specie.
Sapwood of many native species is much lighter in colour than the adjacent heartwood.
Some manufacturers may also group a number of similarly featured species together and give that grouping a marketing name unique to that supplier. Where this is the case, reference will need to be made to the producer or supplier to nominate these species if required.
Hardness indicates a species’ resistance to indentation and abrasion. Damage to timber floors may arise from heavy foot traffic, stiletto heels, the moving of furniture and the like. The Species Guide for Hardwood and Cypress includes a ‘Janka’ rating of all timbers listed. The higher the rating number the more
resistant the timber is to indentation and abrasion. As a general guide:
Janka Rating |
|
<5.5 |
Soft |
5.5 - 7 |
Moderate |
7 – 10 |
Hard |
>10 |
Very Hard |
Table 1: Colour group of common flooring timbers
Colour Group |
Timber Species |
Blond |
Ash (Silvertop, Mountain and Alpine), Blackbutt, White Mahogany |
Brown |
Brushbox, Grey Box, New England Blackbutt, Spotted Gum, |
Yellow |
Cypress, Tallowwood |
Red |
Forest Red Gum, Flooded Gum, Grey Gum, Red Ironbark, |
Timber Flooring Grades
Milled timber products such as tongued and grooved flooring and parquet are graded in accordance with the amount of naturally occurring features such as gum vein, tight knots, checks (thin shrinkage cracks), borer holes etc. The allowances for each of the grades is set out in Australian Standard
AS2 796.2 Timber Hardwood – Sawn and Milled Products – Grade Description for Hardwood, and AS1 810 Seasoned Cypress Pine – Milled Products.
These features do not impact structurally on the product, and offer a uniqueness and character to the material.
There are four grades under the hardwood standard;
In addition to the above mentioned grades, the producers of timber products may also have their own trading names for their products, and in many cases these products have been graded in accordance with the standard.
Figure 8: Gradings for hardwood flooring
MOISTURE CONTROL
Timber is a natural product and ‘hygroscopic’ This means that its moisture content will vary to equalise with changes in humidity of its surroundings. As it varies to remain in equilibrium with its surrounding atmosphere, it will either expand as it absorbs moisture, or shrink as it loses moisture. Generally, the wider the individual boards, the greater is this movement. Gaps of 1 mm between boards are not uncommon, particularly during drier months, and often closing during wetter months.
Large windows, heaters and other heat sources will influence the moisture content in a floor. The heat source may lead to localised movement such as in front of a heater. In elevated floors, the underside of the boards may need to be sealed or protected.
An alternative method of protection in these elevated floors, is to fix the flooring over a sheet flooring substrate. Neither of these precautions will provide a suitable solution or protection where the sub-floor conditions are constantly damp. In these situations the cause of the dampness must be resolved via good drainage and ventilation.
It is recommended that timber flooring be installed at the average equilibrium moisture content of that environment. Typically timber floors are supplied with a moisture content suitable for normal conditions in most locations. Particular environmental conditions such as air conditioning, heated concrete slabs etc., may require boards specified to a lower moisture content than those in a non air conditioned environment.
It may be necessary to acclimatise the timber to the service conditions. This may be achieved by exposing the timber to the room’s normal operating environment for a period of two weeks or more. For further information refer to the Hardwood and Cypress Technical Guide.
Where timber flooring is installed on joists in a ground floor situation, the sub-floor environment may impact on the timber flooring. An assessment of the ventilation, subsoil dampness and site drainage should be made. Where the sub-floor conditions are moist, the boards, being exposed to these conditions, will absorb the moisture. Large percentage changes in moisture content will impact upon floor performance.
For timber floors over a concrete slab, moisture commonly comes from the slab. Recently constructed slabs or slabs on the ground are likely to have high moisture content. For these conditions it is imperative to ensure the slab is suitably dry (typically 5.5% moisture content) before the floor is installed. New concrete slabs may take many months to dry, typically 1 month per 25mm thickness of slab, plus 1 month is a rough rule of thumb. Therefore, deep beams, edge thickenings, etc., will consequently take longer to dry. The actual moisture content should be confirmed via appropriate moisture measuring equipment. The testing regime should take into account such variations in slab thickness.
Many older slabs in ground contact, although dry, may be porous.
It is often best to assume the slab on ground is not dry or that it may be porous, and to install a vapour barrier between the slab and the timber.
EXPANSION OR CONTROL JOINTS
Expansion or control joints are required to allow for the potential movement of timber floors (caused by fluctuations in moisture content) during normal service condition.
Generally, for floors up to 6m in width (measured at right angles to the boards), simply leaving a clear gap of 10mm between the floor edge and any structure will suffice. For continuous floor widths over 6m, intermediate expansion joints (parallel with boards) should be provided in addition to the minimum 10mm perimeter gaps. These joints can be either a single 10mm wide gap potentially located under a wall or across a doorway leading to a hallway and the like, or smaller gaps with closer spacing to give an equivalent total gap, for example a series of 1 mm gaps at 1 m spacings.
Where expansion joints occur in timber floors spanning between supports, it is recommended that a nogging be installed under the tongued and grooved joint to provide support.
ACCOUSTICS AND TIMBER FLOORING
In multi-storey construction, timber floors along with all other hard floor surfaces raise potential issues of impact noise on the lower level or, in the case of units, adjoining dwellings. The key to improving the performance is through isolating the floor surface from the sub-structure. This is generally achieved with the use of an acoustic underlay or pads. Additionally the use of an acoustically isolated ceiling in the room directly beneath the hard surfaced floor will further reduce noise transmission.
Figure 11 and 12 detail suitable approaches for improving acoustic performance for various timber floor systems.
Depending upon the type of timber floor selected, the floor could be fixed directly over a suitable underlay. Where a conventional strip floor is required, the process involves the acoustic underlay, then a plywood sheet (min 12mm) followed by the strip flooring – secret nailed.
Care must be taken not to ‘bridge’ the floor to any other structure i.e. walls, columns etc. Refer to Figure 13.
INSTALLATION CONSIDERATIONS
T&G timber floors may be fixed to a variety of substrates including timber and steel joists, and to battens or plywood over a concrete slab. Depending upon board width and profile they may be either secret nailed (where the nail is installed within the T & G joint and effectively hidden from view), or top nailed.
For T&G timber flooring installed on a suspended timber or steel framework, the nailing requirements are as per those specified in AS1 684 – Residential Timber Framed Construction. The flooring forms an integral part of the framework of the building. It must also have the capacity to span between the joists, with consideration being given to the loads imposed, i.e. commercial loadings or residential loads. Refer to Table 2 for spanning capacity of 19/20mm flooring.
Parquet
Parquet is installed directly onto the supporting substrate. The parquet pieces are glue fixed to the substrate in the desired pattern. Key issues for parquet installation include:
Timber Flooring Fixed over Concrete Slab
Timber flooring over a concrete slab can be fixed by means of a sheet floor underlay, typically plywood (12mm minimum thickness), or seasoned timber battens (typically 19mm hardwood). The flooring is then installed in much the same way as for floors on timber joists.
The boards are usually secret nailed in these applications. Where top nail fixing is required, the batten needs to be a minimum of 30mm in thickness to accept the nail. Plywood is not suited for top nailed installations over concrete.
Note: It is good practice to install a vapour barrier (plastic membrane type) over the slab before installing either battens or plywood sheeting. This is a low cost and reasonably effective barrier which will assist in lowering the impact of slab moisture.
Substrate tolerances for a slab surface which supports tongued and grooved flooring fixed to plywood or battens is greater than those allowed for parquet flooring. The acceptable limit for this type of application is a tolerance of 3mm below a 1 .5m straight edge. Where tolerances do not meet these requirements, the slab surface may need to be either ground level or topped with an appropriate levelling compound.
T&G Flooring Fixed over Particleboard
T&G flooring fixed over particleboard requires special attention as the particleboard does not provide a suitable base for effective nailing. Acceptable fixing methods are either: nailing through the particleboard into the supporting floor joists so that the nail is adequately embedded into the joist, normally 10 x nail diameter; or alternatively fully glue fixing the boards, generally in association with secret nailing.
Typically, the particleboard will require a light sanding to remove peaked joints and to enhance adhesive bond. Care must be taken to ensure that the moisture content of the particleboard is not above that of the flooring. In many cases the particleboard may have been exposed to the elements during construction and may not have dried sufficiently.
Overlay Timber Floor Systems
Overlay timber floor systems may be fixed in a variety of ways. Some are not fixed directly to the substrate, but rather, each panel or board is fixed to adjoining boards/panels. Some are partially fixed, others are fully glue fixed. In all cases follow the manufacturer’s fixing instructions. These flooring system are not structural, and are laid directly over the substrate. Acceptability of the substrate in terms of level, integrity and moisture content is critical for their long term performance. Typically, constraints placed on overlay floor systems are similar to those for parquet systems.
FINISHING SYSTEMS
There is a broad range of finishes available for timber floor systems. These can be broken into the following categories:
The selection of a suitable finish is based upon aesthetics, wear characteristics, maintenance and the ability to accommodate minor board movement.
Solvent-based Polyurethanes
Solvent-based polyurethanes are hard wearing, available in a range of gloss levels and are fairly quick drying. They have a tendency to physically glue the boards together when the coating works its way between the boards. The ramification of this is clearly apparent when the boards shrink slightly as atmospheric conditions become drier. The result is small groups of boards moving as one, producing a large gap, then another group of boards move as one, and so on. This is known as edge bonding, edge gluing, clumping or rafting. In extreme cases a board may be split as a result.
Water-based Polyurethanes
Water based polyurethanes are not quite as hard wearing as the solvent based variety. The product is gaining in popularity due to its rapid drying and very low odour. The propensity for edge bonding is lower than with the solvent based variety.
Oil-based Finishes
Oil based coatings are typically finished with a polish. The maintenance is higher than for the polyurethanes, and generally the gloss level is not as high as those achieved with the solvent based polyurethane product. Oil based finishes have a low propensity for edge bonding problems.
In all cases, the quality of the finish for timber floors will generally rely on the skills of the contractor. The sanding operation levels the floor surface, with a staged approach, starting with coarse paper and finishing with a very fine grit. The sanding should be uniform without any obvious grooves or swirl marks.
The coating of the boards shall follow the instructions of the manufacturer of the finish product. In all cases it is imperative to minimise any potential for dust or other foreign matter to contaminate the coating during its application. The floor will incur some minor blemishes to the finish over the years and can be expected to develop a softened patina.
RELATED DOCUMENTS
(From this Series of Timber Development Association Publications)
Source: http://bctcwagga.riverinainstitute.wikispaces.net/file/view/Unit+2+Timber+and+Engineered+Timber+Products.doc
Web site to visit: http://bctcwagga.riverinainstitute.wikispaces.net
Author of the text: indicated on the source document of the above text
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly. Fair use is a limitation and exception to the exclusive right granted by copyright law to the author of a creative work. In United States copyright law, fair use is a doctrine that permits limited use of copyrighted material without acquiring permission from the rights holders. Examples of fair use include commentary, search engines, criticism, news reporting, research, teaching, library archiving and scholarship. It provides for the legal, unlicensed citation or incorporation of copyrighted material in another author's work under a four-factor balancing test. (source: http://en.wikipedia.org/wiki/Fair_use)
The information of medicine and health contained in the site are of a general nature and purpose which is purely informative and for this reason may not replace in any case, the council of a doctor or a qualified entity legally to the profession.
The texts are the property of their respective authors and we thank them for giving us the opportunity to share for free to students, teachers and users of the Web their texts will used only for illustrative educational and scientific purposes only.
All the information in our site are given for nonprofit educational purposes