
This chapter contains basic information pertaining to drilling machines. A drilling machine comes in many shapes and sizes, from small hand-held power drills to bench mounted and finally floor-mounted models. They can perform operations other than drilling, such as countersinking, counterboring, reaming, and tapping large or small holes. Because the drilling machines can perform all of these operations, this chapter will also cover the types of drill bits, took, and shop formulas for setting up each operation.
Safety plays a critical part in any operation involving power equipment. This chapter will cover procedures for servicing, maintaining, and setting up the work, proper methods of selecting tools, and work holding devices to get the job done safely without causing damage to the equipment, yourself, or someone nearby.
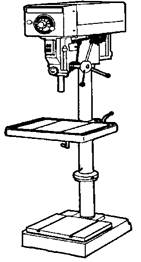 A drilling machine, called a drill press, is used to cut holes into or through metal, wood, or other materials (Figure 4-1). Drilling machines use a drilling tool that has cutting edges at its point. This cutting tool is held in the drill press by a chuck or Morse taper and is rotated and fed into the work at variable speeds. Drilling machines may be used to perform other operations. They can perform countersinking, boring, counterboring, spot facing, reaming, and tapping (Figure 4-2). Drill press operators must know how to set up the work, set speed and feed, and provide for coolant to get an acceptable finished product. The size or capacity of the drilling machine is usually determined by the largest piece of stock that can be center-drilled (Figure 4-3). For instance, a 15-inch drilling machine can center-drill a 30-inch-diameter piece of stock. Other ways to determine the size of the drill press are by the largest hole that can be drilled, the distance between the spindle and column, and the vertical distance between the worktable and spindle.
A drilling machine, called a drill press, is used to cut holes into or through metal, wood, or other materials (Figure 4-1). Drilling machines use a drilling tool that has cutting edges at its point. This cutting tool is held in the drill press by a chuck or Morse taper and is rotated and fed into the work at variable speeds. Drilling machines may be used to perform other operations. They can perform countersinking, boring, counterboring, spot facing, reaming, and tapping (Figure 4-2). Drill press operators must know how to set up the work, set speed and feed, and provide for coolant to get an acceptable finished product. The size or capacity of the drilling machine is usually determined by the largest piece of stock that can be center-drilled (Figure 4-3). For instance, a 15-inch drilling machine can center-drill a 30-inch-diameter piece of stock. Other ways to determine the size of the drill press are by the largest hole that can be drilled, the distance between the spindle and column, and the vertical distance between the worktable and spindle.
All drilling machines have the following construction characteristics (Figure 4-4): a spindle, sleeve or quill, column, head, worktable, and base.
Lubrication
Lubrication is important because of the heat and friction generated by the moving parts. Follow the manufacturer's manual for proper lubrication methods. Clean each machine after use. Clean T-slots, grooves, and dirt from belts and pulleys. Remove chips to avoid damage to moving parts. Wipe all spindles and sleeves free of grit to avoid damaging the precision fit. Put a light coat of oil on all unpainted surfaces to prevent rust. Operate all machines with care to avoid overworking the electric motor.
Special Care
Operations under adverse conditions require special care. If machines are operated under extremely dusty conditions, operate at the slowest speeds to avoid rapid abrasive wear on the moving parts and lubricate the machines more often. Under extreme cold conditions, start the machines at a slow speed and allow the parts and lubricants to warm up before increasing the speeds. Metal becomes very brittle in extreme cold, so do not strike the machines with hard tools. Extreme heat may cause the motor to overheat, so use intermitten, or on and off, operations to keep the motor running cool.
There are two types of drilling machines used by maintenance personnel for repairing and fabricating needed parts: hand-feed or power-feed. Other types of drilling machines, such as the radial drill press, numerically controlled drilling machine, multiple spindle drilling machine, gang drilling machine, and turret drill press, are all variations of the basic hand and power-feed drilling machines. They are designed for high-speed production and industrial shops.
Drilling depth is controlled by a depth-stop mechanism located on the side of the spindle. The operator of the machine must use a sense of feel while feeding the cutting tool into the work. The operator must pay attention and be alert, to when the drill breaks through the work, because of the tendency of the drill to grab or snag the workpiece, wrenching it free of its holding device. Due to the high speed of these machines, operations that require drilling speeds less than 450 revolutions per minute cannot be performed.
Reaming, counterboring, and counter-sinking may require slower speeds than drilling and may not be able to be performed for all materials on these machines.
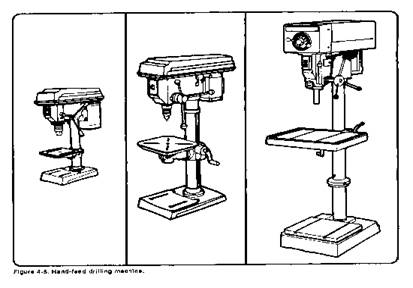
Hand-Feed
The hand-feed drilling machines (Figure 4-5) are the simplest and most common type of drilling machines in use today. These are light duty machines that are hand-fed by the operator, using a feed handle, so that the operator is able to "feel" the action of the cutting tool as it cuts through the workpiece. These drilling machines can be bench or floor-mounted. They are driven by an electric motor that turns a drive belt on a motor pulley that connects to the spindle pulley. Hand-feed machines are essentially high-speed machines and are used on small workpieces that require holes 1/2 inch or smaller. Normally, the head can be moved up and down on the column by loosening the locking bolts, which allows the drilling machine to drill different heights of work.
Power-Feed
The power-feed drilling machines (Figure 4-6) are usually larger and heavier than the hand-feed. They are equipped with the ability to feed the cutting tool into the work automatically, at a preset depth of cut per revolution of the spindle, usually in thousandths of an inch per revolution.
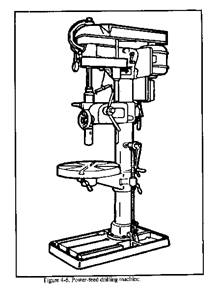
These machines are used in maintenance shops for medium-duty work, or work that uses large drills that require power feeds. The power-feed capability is needed for drills or cutting tools that are over 1/2 inch in diameter, because they require more force to cut than that which can be provided by using hand pressure. The speeds available on power-feed machines can vary from about 50 RPM to about 1,800 RPM. The slower speeds allow for special operations, such as counterboring, countersinking, and reaming.
The sizes of these machines generally range from 17-inch to a 22-inch center-drilling capacity, and are usually floor mounted. They can handle drills up to 2 inches in diameter, which mount into tapered Morse sockets. Larger workpieces are usually clamped directly to the table or base using T-bolts and clamps, while small workpieces are held in a vise. A depth-stop mechanism is located on the head, near the spindle, to aid in drilling to a precise depth.
Drilling machines have some special safety precautions that are in addition to those listed in Chapter 1.
Drilling machines are one of the most dangerous hand operated pieces of equipment in the shop area. Following safety procedures during drilling operations will help eliminate accidents, loss of time, and materials. Listed below are safety procedures common to most types of drilling machines found in the machine shop.
Twist drills are the most common cutting tools used with drilling machines. Twist drills are designed to make round holes quickly and accurately in all materials. They are called twist drills mainly because of the helical flutes or grooves that wind around the body from the point to the neck of the drill and appear to be twisted (Figure 4-7). Twist drills are simply constructed but designed very tough to withstand the high torque of turning, the downward pressure on the drill, and the high heat generated by friction.
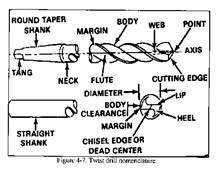
There are two common types of twist drills, high-speed steel drills, and carbide-tipped drills. The most common type used for field and maintenance shop work is the high-speed steel twist drill because of its low cost. Carbide-tipped metal drills are used in production work where the drill must remain sharp for extended periods, such as in a numerically controlled drilling machine. Other types of drills available are: carbide tipped masonry drills, solid carbide drills, TiN coated drills, parabolic drills and split point drills. Twist drills are classified as straight shank or tapered shank (Figure 4-7). Straight shank twist drills are usually l/2-inch or smaller and tit into geared drill chucks, while tapered shank drills are usually for the larger drills that need more strength which is provided by the taper socket chucks.
Common twist drill sizes range from 0.0135 (wire gage size No. 80) to 3.500 inches in diameter. Larger holes are cut by special drills that are not considered as twist drills. The standard sizes used in the United States are the wire gage numbered drills, letter drills, fractional drills, and metric drills (See Table 4-1, in Appendix A). Twist drills can also be classified by the diameter and length of the shank and by the length of the fluted portion of the twist drill.
Wire gage twist drills and letter twist drills are generally used where other than standard fractional sizes are required, such as drilling holes for tapping. In this case, the drilled hole forms the minor diameter of the thread to be cut, and the major diameter which is cut by tapping corresponds to the common fractional size of the screw. Wire gage twist drills range from the smallest to the largest size; from No 80 (0.01 35 inch) to No 1 (0.2280 inch). The larger the number, the smaller the diameter of the drill. Letter size twist drills range from A (0.234 inch) to Z (0.413 inch). As the letters progress, the diameters become larger.
Fractional drills range from 1/64 to 1 3/4 inches in l/64-inch units; from 1/32 to 2 1/4 inches in 1/32-inch units, and from 1/16 to 3 1/2 inches in 1/16-inch units.
Metric twist drills are ranged in three ways: miniature set, straight shank, and taper shank. Miniature metric drill sets range from 0.04 mm to 0.99 mm in units of 0.01 mm. Straight shank metric drills range from 0.05 mm to 20.0 mm in units from 0.02 mm to 0.05 mm depending on the size of the drill. Taper shank: drills range in size from 8 mm to 80 mm in units from 0.01 mm to 0.05 mm depending on the size of the drill.
The drill gage (Figure 4-8) is used to check the diameter size of a twist drill. The gage consists of a plate having a series of holes. These holes can be numbered, lettered, fractional, or metric-sized twist drills. The cutting end of the drill is placed into the hole to check the size. A micrometer can also be used to check the size of a twist drill by measuring over the margins of the drill (Figure 4-9). The smaller sizes of drills are not usually marked with the drill size or worn drills may have the drill size rubbed off, thus a drill gage or micrometer must be used to check the size.
It is important to know the parts of the twist drill for proper identification and sharpening (Figure 4-7).
The point is the entire conical shaped end of the drill containing the cutting edges and chisel edge.
The body is the part of the drill that is fluted and relieved.
The shank is the part that fits into the holding device, whether it is a straight shank or a tapered shank.
The chisel edge is the point at which the two lips meet. The chisel edge acts as a chisel when the drill is turning and cuts into the workpiece. The chisel edge must always be centered exactly on the drill's axis for accurate cutting action.
The cutting edge lips cut like knives when fed and rotated into the workpiece. The lips are sharp edges formed by grinding the flutes to a conical point.
The heel is the conical shaped portion of the point in back of the cutting edge lips.
The amount of slope given to the heel in back of the drill lips is called lip clearance. This clearance is necessary to keep the heel from rubbing the bottom of the hole being drilled. Rubbing would prevent the drill from cutting.
The flute is the helical groove on the drill. It carries out the chips and admits coolant to the cutting edges.
The margin is the narrow surface along the flutes that determines the size of the drill and keeps the drill aligned.
The portion of the drill body that is relieved behind the margin is known as the body clearance. The diameter of this part is less than that of the margin and provides clearance so that all of the body does not rub against the side of the hole and cause friction. The body clearance also permits passage of lubricants around the drill.
The narrowed end of the tapered shank drill is called the tang. The tang fits the slot in the innermost end of the drill spindle, drill chuck, or other drill holding device and aids in driving the tool. It also prevents the drill from slipping.
The web of the drill is the metal section separating the flutes. It runs the length of the body between the flutes. The web gradually increases in thickness toward the shank, increasing the rigidity of the drill.
An imaginary line through the center of the drill from end to end is the axis. The drill must rotate evenly about the axis at all times.
Special drills are needed for some applications that a normal general purpose drill cannot accomplish quickly or accurately. Special drills can be twist drill type, straight fluted type, or special fluted. Special drills can be known by the job that they are designed for, such as aircraft length drills, which have an extended shank. Special drills are usually used in. high-speed industrial operations. Other types of special drills are: left hand drill, Silver and Deming, spotting, slow spiral, fast spiral, half round, die, flat, and core drills. The general purpose high-speed drill, which is the common twist drill used for most field and maintenance shops, can be reground and adapted for most special drilling needs.

Twist drills become dull and must be resharpened. The preferred method of resharpening a twist drill is with the drill grinding machine, but this machine is not always available in field and maintenance units, so the offhand method of drill sharpening must be used (Figure 4-10). The off hand method requires that the operator have a knowledge of the drilling geometry (Figure 4-11) and how to change drill angles as needed for any drilling job (see Table 4-2 in Appendix A).
Tools needed are a utility or bench grinder with a dressed wheel and a drill point gage (Figure 4-12) or protractor head on the combination square. The drill point gage is set at 59° and adjusted along the steel rule to fit the drill to be sharpened. The cutting lips must be of the same angle, the lip clearance angle must be within a specific degree range, and the cutting lips must be of an equal length. There are several basic characteristics that all twist drills must have to cut properly. The following will cover those characteristics.
Before sharpening a twist drill, the operator must check the condition of the drill for chipped and cracked lips or edges that must be ground off during the sharpening process. The operator must also check the references for the proper lip angle and lip clearance angle for the material to be drilled. After setting up the bench grinder for offhand drill sharpening, the operator assumes a comfortable stance in front of the grinding wheel to sharpen the twist drill. The suggested method is to grind the lip angle first, then concentrate on grinding the lip clearance angle, which will then determine the lip length. The usual lip angle is an included angle of 118° (59° x 2) (Figure 4-13), which is the lip angle of general purpose drills. Use the drill point gage frequently to check lip angle and lip length. When grinding, do not allow the drill to become overheated. Overheating will cause the drill edges to become blue which is an indication that the drill's temper has been lost. The blue area must be ground completely away to reestablish the drill's temper. If a drill becomes too hot during sharpening, the lips can crack when dipped into cold water or coolant.

When grinding the lip angle, use the drill point gage and grind one lip perfectly straight and at the required angle (usually 59°). Then flip the drill over and grind the other lip. Once the angle is established, then the lip clearance angle and lip length can be ground. If both lips are not straight and of the same angle, then the chisel edge (Figure 4-14) will not be established. It is it important to have a sharp and centered chisel edge or the drill will not rotate exactly on its center and the hole will be oversized. If the drill point is too flat, it will not center properly on the workpiece. If the drill point is too steep, the drill will require more power and cut slowly. When the angles of the cutting lips are different, then the drill will only have one lip cutting as it revolves. The hole will be oversized and the drill will wear very rapidly.
When both the angles and the length of the angles are incorrect, then excessive wear is put on both the drill and machine, which will result in poor workmanship (Figure 4-15).
When grinding the lip clearance angle, (Figure 4-13), relief must be given to both cutting edges allowing them to enter into the workpiece to do the cutting. General purpose drills have a clearance of 8° to 12°. The chisel edge of a correctly ground drill should be at an angle of about 45° with the line of the cutting edges. The angle of the chisel edge to the lips is a guide to the clearance (Figure 4-16). Too much clearance will cause the drill to break down because of insufficient support of the lip, and there will not be enough lip thickness to carry away the generated heat.
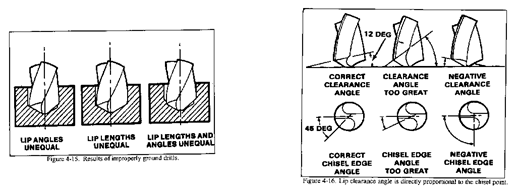
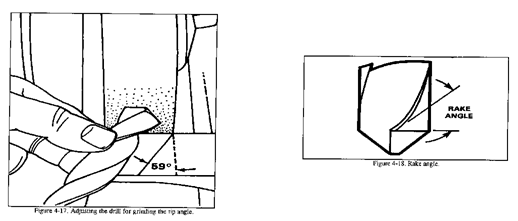
Too little clearance will result in the drill having little or no cutting edges, and the increased pressure required to feed it into the hole will cause the drill to break. By looking straight onto the cutting tip of the drill, the operator can see if the chisel edge is correct. If the chisel edge is correct at 45° to the lips, then it is an indication that the lip clearance angle is correct. An incorrect chisel edge is usually produced by holding the drill at an incorrect angle to the wheel (Figure 4-17) when grinding. A good guide is to hold the drill parallel to the ground, and make slight adjustments.
The angle between the flute and the axis of the drill that forms the cutting edge is known as the rake angle (Figure 4-18). Generally, the rake angle is between 18° and 45°, with 30° being the most common. Drills used on armor plate or other very hard materials need a reduced rake angle to increase the support behind the cutting edge. Soft materials, like brass and bronze, also use a reduced rake angle to prevent the drill from grabbing. The rake angle partially governs the tightness with which the chips curl and the amount of space they occupy. If the rake angle is too small, the lips may
be too thin and break under the strain of drilling. Too large of a rake angle makes the drill chatter and vibrate excessively.
The web of a drill is made thicker toward the shank to strengthen the tool. In smaller size drills, the difference is not noticeable, but in larger drills, when the point is ground back by repeated sharpening, the thickness of the web becomes greater and the chisel edge of the drill becomes wider. This causes the chisel edge to scrape on the bottom of the hole and requires excessive pressure to be applied to the drill. This can be corrected by thinning the web (Figure 4-19). The point is ground thinner on a thin grinding wheel with a rounded face to fit into the flute. An equal amount of metal should be ground from each flute. The web should not be ground too thin as this may weaken the web and cause the drill to split in the middle.
Drill grinding machines (Figure 4-20) make the accurate grinding of all types and sizes of drills an easy job. Comparatively little skill is required to sharpen drills with these machines while following the operating instructions.
They are particularly valuable when a large number of the same general type of drills are to be sharpened. Two basic designs for the bench-type drill grinding machines are available. Both perform the same operations but use different drill holding devices. The capacity of these machines is stated in the horsepower of the electric motor and the sizes of drills which can be accommodated by the drill holding devices.
One kind of bench-type drill grinding machine consists of an electric motor, a grinding abrasive wheel attached to the motor shaft, and fixtures to hold and position all types of twist drills for drill grinding. A web thinning drill grinding attachment, drill holder assembly, and swinging arm hold the drill in a fixed position for each grinding operation and permit the cutting edge lips to be ground symmetrically at the correct angle and with the correct clearance to ensure long life and efficient cutting. Collets and bushings are supplied with the drill grinding machine to hold a wide range of different sized drills. The grinding machine has a diamond set in the wheel-dressing arm to dress the grinding wheel as necessary.
Another kind of bench type drill grinding machine is equipped with two grinding abrasive wheels, one at each end of the motor shaft. One wheel is beveled for thinning the web of the drill at the point. The other wheel is used for lip grinding. The grinder includes a wheel holder assembly for mounting the drill and providing a means for bringing the drill into contact with the grinding wheel at the correct angle and feed to obtain proper clearance angles. A thinning drill point rest is mounted forward of the beveled grinding abrasive wheel to rest and guide the drill during web thinning operations. A wheel dresser is provided to dress the grinding wheel as necessary.
Drilling machines use cutters, that are not drills, to produce special holes. Below are listed the most common types.
Countersinks (Figure 4-21) are special angled cutters used to countersink holes for flathead screws so they are flush with the surface when mounted. The most common countersinks are cone shaped with angles of 82°. Cone angles of 60°, 90°, 100°, 110°, and 120° are for special needs.
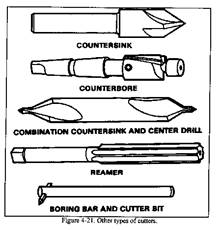
Counterbores (Figure 4-21) are special cutters that use a pilot to guide the cutting action to enlarge a portion of a hole. Common uses are for enlarging a hole to make a bolt head fit flush with the surface.
This special drilling tool (Figure 4-21) is used to start holes accurately. These tools are mainly used to center drill and countersink the end of round stock in a lathe machine.
Reamers (Figure 4-21) are cutting tools that are used to enlarge a drilled hole by a few thousandths of an inch for a precise fit.
Boring tools (Figure 4-21) are not usually considered with drilling, but they can be used to bore a hole using the power-feed drilling machines. These tools consist of an arbor with a tool bit attached that cuts a preset sized hole according to the distance that the tool bit protrudes from the arbor.
Under battlefield conditions, the exact tools may not be available for each job. Simple flat drills can be made quickly from a high-speed steel lathe tool bit or a drill blank. If a grinder is available, then a crude drill can be ground that has a point and two flat edges, which could produce a hole if enough pressure is applied and the workpiece is machineable.
Hand tapping and hand die work can be done on a drilling machine. The drill chuck is used to align the tap or die.
The revolving vertical spindle of the drilling machine holds and drives the cutting tool. In order to use various sizes and shapes of drills in various machines three types of drill holding devices, which fit the spindle of the drilling machines, are used: the geared drill chuck, the drill sleeve, and the drill socket (Figure 4-22). The larger drilling machines have a spindle that has a standard Morse taper at the bottom end. There are three types of drill holding devices: the geared drill chuck, the drill sleeve, and the drill socket.
Drills with straight shanks are held in geared drill chucks which have three adjustable jaws to clamp onto the drill. Smaller size drills are made with straight shanks because of the extra cost of providing these sizes if tapered. Geared drill chucks come in various sizes, with the 3/8 or 1/2-inch capacity chuck being the most common. The shank of the chuck is set into the spindle of the drilling machine by inserting the chuck's shank into the spindle's internal taper and seating the shank into the taper with a light blow with a soft hammer. Both the internal and external taper surfaces must be clean and free of chips for the shank to seat and lock properly. The drill is locked into the chuck by using the chuck key to simultaneously tighten the three chuck jaws. Geared drill chucks can also come with a morse tapered shank and may have a different method of attaching They may screw on, have a Jarno taper, or a Jacob's back taper.
Morse taper shank drills come in several sizes, thus, adapters must be used for mounting them into various drilling machine spindles. Drill sleeves and drill sockets are designed to add to or subtract from the Morse taper for fitting a drill into the chuck spindle. For example, it is common for a 3/4 inch twist drill to have a Morse taper of size #2, #3, or #4. It is also common for a drilling machine spindle to have a Morse taper of size #3 or #4, and it can be adapted for many other Morse taper sizes, depending on the size of the drill.
A drill too small for the machine spindle may be fitted into a socket or sleeve which has a taper hole of the proper size to hold the drill and a taper shank of the proper size to fit the drill spindle. Sometimes, more than one socket or sleeve is needed to build up the shank to tit into the drilling machine spindle. Sockets and sleeves may be obtained in a number of different sizes and hole shank taper combinations. Sockets, sleeves, and taper shank drills are mounted into the aligning slots of the spindle and lightly tapped with a soft hammer to seat in place.
Drill drifts are flat, tapered keys with one rounded edge that are designed to fit into a spindle chuck's slot to force a tapered shank drill loose. The rounded top of the small end of the drill drift is designed to face upward while inserting the drift into the slot. There are two types of drill drifts, the standard type and the safety type (Figure 4-23). The standard drift must be inserted into the chuck's slot and then struck with a soft hammer to jar the taper shank drill loose. The drill will fall quickly if not held by the hand and could break or cause injury. The safety drill drift has a sliding hammer weight on the drift itself to allow for a free hand to stay constantly on the drill as it comes loose.
Work holding devices are used to hold the work steady for an accurate hole to be drilled, and so a safe drilling operation can be accomplished. Drilling support devices are used to keep the workpiece above the worktable or vise surface and to keep the workpiece aligned for drilling. Some devices are fairly simple and are used for drilling operations that do not require a perfect hole. Other devices are very intricate and designed for more accurate drilling. Many work holding devices are used with one another to produce the most stable work setup for drilling.
A machine table vise is equipped with jaws which clamp against the workpiece, holding it secure. The vise can be bolted to the drilling table or the tail can be swung around to lay against the column to hold itself steady. Below are listed many types of special purpose machine table vises available to machine operators.
These holding devices are built like stairs to allow for height adjustments in mounting drilling jobs and are used with strap clamps and long T-slot bolts (Figure 4-25).

Clamps are small, portable vises or plates which bear against the workpiece and holding devices to steady the job. Clamps are made in numerous shapes to meet various work-holding needs. Common types of clamps are the C-clamp, the parallel clamp, the machine strap clamp, the bent-tail machine clamp, the U-clamp, and the finger machine clamp (Figure 4-25).
V-blocks are precision made blocks with special slots made to anchor clamps that hold workpieces. The V-slot of the block is designed to hold round workpieces. The V-block and clamp set is usually used to hold and drill round stock.
Angle plates are made in a 900 angle with slots and bolt holes for securing work to the table or to other work holding devices (Figure 4-25).
These specially made bolts have a T-shaped head that is designed to slide into the T-slots of the drilling machine's worktable. A heavy duty washer and nut are used with the T-bolt to secure the work.
Drill jigs are devices designed for production drilling jobs. The workpieces are clamped into the jig so that the holes will be drilled in the same location on each piece. The jig may guide the drill through a steel bushing to locate the holes accurately.
These devices are important to keep the workpiece parallel while being supported above the worktable or vise surface and to keep the drill from cutting into the holding device or worktable. The following two devices are the most common used.
Cutting fluids, lubricants, and coolants are used in drilling work to lubricate the chip being formed for easier removal, to help dissipate the high heat caused by friction, to wash away the chips, to improve the finish, and to permit greater cutting speeds for best efficiency. In drilling work, the cutting fluid can be sprayed, dripped, or machine pumped onto the work and cutting tool to cool the action and provide for maximum tool life. Drilling, reaming, and tapping of various materials can be improved by using the proper cutting fluids (see Table 4-3 in Appendix A). Cutting fluids can be produced from animal, vegetable, or mineral oils. Some cutting fluids are very versatile and can be used for any operation, while other cutting fluids are specially designed for only one particular metal.
Laying out work for drilling consists of locating and marking the exact centers of the holes to be drilled. The accuracy of the finished workpiece depends, in most part, on the accuracy of the layout. If the work does not require extreme accuracy, then laying out may be a simple operation, such as scribing two intersecting lines and center punching for drilling (Figure 4-27). For a precise layout, to within a few thousandths of an inch, precision layout procedures must be followed. Precision tools, such as a surface plate, surface gage, calipers, and sharp scribes must be used. The workpiece should be cleaned and deburred before applying layout dye.
The position of the center of the hole to be drilled is marked by scribing two or more lines which intersect at the hole center. This intersecting point is then marked lightly with a prick punch and hammer. Check to see that the punch mark is exactly at the center of the intersection; use a magnifying glass if necessary. Use a pair of dividers, set to the radius of the hole to be drilled, to scribe a circle on the workpiece. The prick punch is then used to mark small indentations, known as "witness marks," on the circumference (Figure 4-27). This completes marking the circle. If a check is needed, have another circle scribed outside of the original circle, which can be checked for alignment after drilling (Figure 4-27).
Center-Punching the Layout
When all scribing is finished, enlarge the prick punch mark with a center punch to aid the center drilling process. Enlarging the mark with a center punch allows the center drill point to enter the workpiece easier and cut smoother.
Layout of Multiple Holes
When more than one hole must be drilled, lay out the holes along a common reference line, then put in the intersecting lines and scribe the circles. Throughout the layout process, avoid making the layout lines too heavy. Use lines as thin as possible, and avoid any scratches or other marks on the surface to be drilled.
Before attempting to use a drilling machine, some provision must be made for holding the workpiece rigidly and securely in place. The workpiece should always be firmly fastened to the table or base to produce holes that are located accurately. Use work holding devices to hold the workpiece (Figures 4-24 and 4-25). The two best methods to mount workpieces are explained below.
Vise Mounting
Most hand-feed drilling machines have no means of clamping or bolting workpieces to the table or base. The workpiece must be secured tightly in a machine table vise and swung around so that the tail of the vise contacts the column of the drill press. The hole must be centered by hand so that the center drill point is directly over the centerpunched mark. Other larger drilling machines have slotted tables and bases so that the work and work holding devices can be bolted or clamped firmly. All work should be securely clamped or set against a stop for all drilling to avoid letting the drill grab and damage the workpiece or injure the machine operator.
Table or Base Mounting
When a workpiece is table or base mounted (Figure 4-28), the strap clamps must be as parallel to the table or base as possible. All bolts and strap clamps should be as short as possible for rigidity and to provide for drilling clearance (Figure 4-29).
Parallel bars should be set close together to keep from bending the work. Washers and nuts should be in excellent condition. The slots and ways of the table, base, or vise must be free of all dirt and chips. All work holding devices should be free of burrs and wiped clean of oil and grease. Work holding devices should be the right size for the job. Devices that are too big or too small for the job are dangerous and must be avoided.
After a workpiece is laid out and properly mounted, the drilling process can begin. The drilling process, or complete operation, involves selecting the proper twist drill or cutter for the job, properly installing the drill into the machine spindle, setting the speed and feed, starting the hole on center, and drilling the hole to specifications within the prescribed tolerance. Tolerance is the allowable deviation from standard size. The drilling process must have some provisions for tolerance because of the oversizing that naturally occurs in drilling. Drilled holes are always slightly oversized, or slightly larger than the diameter of the drill's original designation. For instance, a l/4-inch twist drill will produce a hole that may be several thousandths of an inch larger than l/4-inch.
Oversizing is due to several factors that affect the drilling process: the actual size of the twist drill, the accuracy of the drill point, the accuracy of the machine chuck and sleeve, the accuracy and rigidity of the drilling machine spindle, the rigidity of the entire drilling machine, and the rigidity of the workpiece and setup. Field and maintenance shop drilling operations allow for some tolerance, but oversizing must be kept to the minimum by the machine operator.
Selecting the Drill
Selecting the proper twist drill means getting the right tool for the job (see Table 4-2 in Appendix A). The material to be drilled, the size of that material, and the size of the drilled hole must all be considered when selecting the drill. Also, the drill must have the proper lip angles and lip clearances for the job. The drill must be clean and free of any burrs or chips. The shank of the drill must also be clean and free of burrs to fit into the chuck. Most drills wear on the outer edges and on the chisel point, so these areas must be checked, and resharpened if needed, before drilling can begin. If the twist drill appears to be excessively worn, replace it.
Installing the Drill
Before installing the drill into the drilling machine spindle, clean the spindle socket and drill shank of all dirt, chips, and burrs. Use a small tile inside the socket to remove any tough burrs. Slip the tang of the drill or geared drill chuck into the sleeve and align the tang into the keyway slot (Figure 4-30).
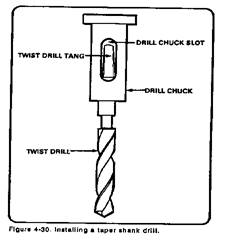
Tap the end of the drill lightly with a soft hammer to seat firmly. Another method used to seat the drill into the sleeve is to place a block of wood on the machine table and force the drill down onto the block.
Selecting Drill Speed
Speed refers to the revolutions per minute (RPM) of the drilling machine spindle. For drilling, the spindle should rotate at a set speed that is selected for the material being drilled. Correct speeds are essential for satisfactory drilling. The speed at which a drill turns and cuts is called the peripheral speed. Peripheral speed is the speed of a drill at its circumference expressed in surface feet per minute (SFPM). This speed is related to the distance a drill would travel if rolled on its side. For example, a peripheral speed of 30 feet per minute means the drill would roll 30 feet in 1 minute if rolled on its side.
It has been determined through experience and experiment that various metals machine best at certain speeds; this best speed for any given metal is what is known as its cutting speed (CS) (see Table 4-2) in Appendix A. If the cutting speed of a material is known, then a simple formula can be used to find the recommended RPM of the twist drill.
The slower of the two recommended speeds is used for the following formulas due to the varying conditions that may exist, such as the rigidity of the setup, the size of the drilling machine, and the quality of finish.
![]()
Where RPM = drill speed in revolutions per minute.
CS = Recommended cutting speed in surface feet per minute.
4 = A constant in all calculations for RPM (except metric).
D = The diameter of the drill itself.
For example, if a 1/2-inch (0.500-inch) twist drill is to cut aluminum, the formula would be setup as follows:
![]()
Thus, the drilling machine would be set up to drill as close to 1,600 RPM as possible. It is best to use the machine speed that is closest to the recommended RPM. When using the metric system of measurement, a different formula must be used to find RPM:
![]()
Where RPM = Drill speed in revolutions per minute.
CS = Recommended cutting speed in surface meters per minute.
320 = A constant for all metric RPM calculations.
D = Diameter of the twist drill in millimeters.
For example, if a 15-mm twist drill is to cut medium-carbon steel, with a recommended cutting speed of 21.4 meters per minute, the formula would be set up as follows:
![]()
![]()
Round this RPM up or down to the nearest machine speed.
The speeds on these tables are just recommendations and can be adjusted lower if needed, or to higher speeds if conditions permit.
Feed is the distance a drill travels into the workpiece during each revolution of the spindle. It is expressed in thousandths of an inch or in millimeters. Hand-feed drilling machines have the feed regulated by the hand pressure of the operator; thus, the skill of the operator will determine the best feeds for drilling. Power feed drilling machines have the ability to feed the drill into the work at a preset depth of cut per spindle revolution, so the best feeding rate can be determined (see Table 4-4 in Appendix A).
The selection of the best feed depends upon the size of the drill, the material to be drilled, and the condition of the drilling machine. Feed should increase as the size of the drill increases. After starting the drill into the workpiece by hand, a lever on the power-feed drilling machine can be activated, which will then feed the drill into the work until stopped or disengaged. Too much feed will cause the drill to split; too little feed will cause chatter, dull the drill, and possibly harden the workpiece so it becomes more difficult to drill. Drills 1/2 inch or smaller can generally be hand-fed, while the larger drills require more downward torque and should be power-fed.
To start a twist drill into the workpiece, the point of the drill must be aligned with the center-punched mark on the workpiece. Some drilling operations may not require a precise alignment of the drill to the work, so alignment can be done by lining up the drill by hand and eye alone. If a greater precision in centering alignment is required, than more preparation is needed before starting to drill.
The best method to align and start a hole is to use the combination countersink and drill, known as the center drill (Figure 4-31). Set the drilling machine speed for the diameter of the tip of the center drill, start the machine, and gently lower the center drill into contact with the work, using hand and eye coordination. The revolving center drill will find the center punched mark on the workpiece and properly align the hole for drilling. The depth of the center-drilled hole should be no deeper than two third the length of the tapered portion of the center drill.
Often, the drill will not be on center, sometimes due to a poorly made center-punched mark or a hard spot on the metal. To draw the twist drill back to the position desired (Figure 4-31), a sharp chisel is used to make one or more nicks or grooves on the side toward which the drill is to be drawn. The chisel marks will draw the drill over because of the tendency of the drill to follow the line of least resistance. After the chisel mark is made, the drill is again hand-fed into the work and checked for being on center. This operation must be completed before the drill point has enlarged the hole to full diameter or the surface of the workpiece will be marred by a double hole impression.
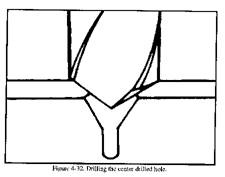
After the drill has been aligned and the hole started, then insert the proper size drill (Figure 4-32) and continue drilling into the workpiece (Figure 4-33), while applying cutting fluid. The cutting fluid to use will depend on what material is being machined (see Table 4-3 in Appendix A). Use the cutting fluids freely.

Drilling Deep Holes
If the depth of the hole being drilled is greater than four times the diameter of the drill, remove the drill from the workpiece at frequent intervals to clean the chips from the flutes of the drill and the hole being drilled. A slight increasing speed and decrease in feed is often used to give the chips a greater freedom of movement. In deep hole drilling, the flutes of the smaller drills will clog up very quickly and cause the drill to drag in the hole, causing the diameter of the hole to become larger than the drill diameter. The larger drills have larger flutes which carry away chips easier.
When the depth of the hole being drilled is four times the diameter of the drill itself, remove the drill at frequent intervals and clean the chips from the flutes of the drill and from the hole being drilled.
Drilling a Pilot Hole
As the drill size increases, both the size of the web and the width of the chisel edge increase (Figure 4-34). The chisel edge of drill does not have a sharp cutting action, scraping rather than cutting occurs. In larger drills, this creates a considerable strain on the machine. To eliminate this strain when drilling a large hole, a pilot hole is drilled first (Figure 4-34) and then followed with the larger drill. A drill whose diameter is wider than the web thickness of the large drill is used for the pilot hole. This hole should be drilled accurately as the larger drill will follow the small hole.

A pilot drill can also be used when average-sized . holes are to be drilled on small drilling machines. The small machine may not have enough power to drive the larger drill through the metal. Avoid making the pilot drilled hole much wider than the web of the larger drill. Too wide of a pilot drilled hole may cause the larger drill cutting lips to grab and snag which may cause excessive chatter or an out-of-round hole.
Drilling Thin Material
When drilling thin workpieces, such as sheet metal, place another piece of metal or wood under the workpiece to provide support and prevent bending the workpiece or ruining the hole due to the upthrust created when the drill breaks through.
If thin metal must be drilled and a support cannot be rigged under the thin metal, then a drill designed for thin metal, such as a low helix drill with zero rake angle, commonly called a sheet metal drill, must be used.
Using a Depth Stop
The depth stop mechanism on the drilling machine (Figure 4-35) should be used whenever drilling to a desired depth, and to prevent the twist drill from traveling too far after cutting through the workpiece. The depth stop is designed to be used whenever a number of holes of the same depth are to be drilled, or when drilling holes deep into the workpiece (blind holes). Make sure that drills are chucked tightly to avoid slipping and changing the depth setting. Most depth stops have away to measure the distance that the drill travels. Some may have a fractional gage on the depth stop rod, and some may have a micrometer dial located on the depth stop for very precise measurements.

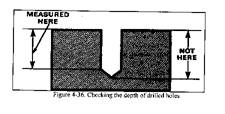
Checking the Depth of Drilled Holes
To accurately check the depth of a drilled hole, the length of the sides of the hole must be measured. Do not measure from the bottom point of the hole (Figure 4-36). A thin depth gage is inserted into the hole, along the side, and the measurement taken. If the hole is too small for the gage to fit down into it then a twist drill of the same size as the hole can be inserted into the hole upside down, then removed and measured with a rule. Clean all chips and coolant from the holes before attempting any depth measurement.
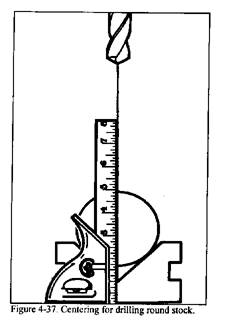
Drilling Round Stock
When drilling shafts, rods, pipes, dowels, or other round stock, it is important to have the center punch mark aligned with the drill point (Figure 4-37). Use V-blocks to hold the round stock for center punching and drilling. Align the center of the round stock with a square or by lining the workpiece up with the twist drill point. Another method to drill round stock is to use a V-block drill jig that automatically centers the work for drilling.
Operational Checks
After the hole is drilled to specifications, always back the drill out of the hole and shut off the machine. Allowing a drill to run on in the hole will cause the hole to be oversized. At any time during the drilling process, a problem could occur. If so, it should be fixed as soon as possible to avoid any damage or injury. Operators must observe the drilling machine for any excessive vibration or wobble, overheating of the electric motor, and unusual noises coming from the machine. A high pitched squeal coming from the drill itself may indicate a dull drill. A groaning or rumbling sound may indicate that the drill is overloaded and the feed needs to be reduced. A chattering sound may indicate an off-center drill or a poorly sharpened drill. These or other noises could also be caused by internal parts of the machine. Consult the operator's manual and correct all problems before attempting to continue drilling.
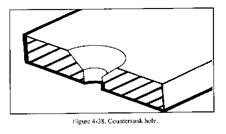
Countersinking is the tapering or beveling of the end of a hole with a conical cutter called a machine countersink. Often a hole is slightly countersunk to guide pins which are to be driven into the workpiece; but more commonly, countersinking is used to form recesses for flathead screws (Figure 4-38) and is similar to counterboring.
Types of Countersinks
Machine countersinks for machining recessed screw heads commonly have an included angle of 82°. Another common countersink has an included angle of 60° machining lathe centers. Some countersinks have a pilot on the tip to guide the countersink into the recess. Since these pilots are not interchangeable, these types of countersinks can be used for only one size of hole and are not practical for field or maintenance shops.
Countersink Alignment
Proper alignment of the countersink and the hole to be recessed are important. Failure to align the tool and spindle with the axis of the hole, or failure to center the hole, will result in an eccentric or out-of-round recess.
Procedures for Countersinking
Good countersinking procedures require that the countersink be run at a speed approximately one-half of the speed for the same size drill. Feed should be light, but not too light to cause chatter. A proper cutting fluid should be used to produce a smooth finish. Rough countersinking is caused by too much speed, dull tools, failure to securely hold the work, or inaccurate feed. The depth stop mechanism should be used when countersinking to ensure the recess will allow the flathead screw to be flush with the surface (Figure 4-39).
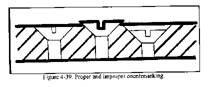
Counterboring is the process of using a counterbore to enlarge the upper end of a hole to a predetermined depth and machine a square shoulder at that depth (Figure 4-40). Spotfacing is the smoothing off and squaring of a rough or curved surface around a hole to permit level seating of washers, nuts, or bolt heads (Figure 4-40). Counterbored holes are primarily used to recess socket head cap screws and similar bolt heads slightly below the surface. Both counterboring and spotfacing can be accomplished with standard counterbore cutters.

Counterbore cutters have a pilot to guide the counterbore accurately into the hole to be enlarged. If a counterbore is used without a pilot, then the counterbore flutes will not stay in one spot, but will wander away from the desired hole. The shank of counterbores can be straight or tapered. The pilots of counterbores can be interchangeable with one another so that many hole combinations can be accomplished.
Counterboring
When counterboring, mount the tool into the drill chuck and set the depth stop mechanism for the required depth of shoulder cut. Set the speed to approximately one-half that for the same size of twist drill. Compute for the actual cutter size and not the shank size when figuring speed. Mount the workpiece firmly to the table or vise. Align the workpiece on the center axis of the counterbore by fitting the pilot into the drilled hole. The pilot should fit with a sliding motion inside the hole. If the pilot fits too tightly, then the pilot could be broken off when attempting to counterbore. If the pilot fits too loosely, the tool could wander inside the hole, causing chatter marks and making the hole out of round.
Feeds for counterboring are generally 0.002 to 0.005 inch per revolution, but the condition of the tool and the type of metal will affect the cutting operation. Slow the speed and feed if needed. The pilot must be lubricated with lubricating oil during counterboring to prevent the pilot seizing into the work. Use an appropriate cutting fluid if the material being cut requires it. Use hand feed to start and accomplish counterboring operations. Power feed counterboring is used mainly for production shops.
Spot Facing
Spot facing is basically the same as counterboring, using the same tool, speed, feed, and lubricant. The operation of spot facing is slightly different in that the spot facing is usually done above a surface or on a curved surface. Rough surfaces, castings, and curved surfaces are not at right angles the cutting tool causing great strain on the pilot and counterbore which can lead to broken tools. Care must be taken when starting the spot facing cut to avoid too much feed. If the tool grabs the workpiece because of too much feed, the cutter may break or the workpiece may be damaged. Ensure that the work is securely mounted and that all backlash is removed from drilling machine spindle.
Tapping is cutting a thread in a drilled hole. Tapping is accomplished on the drilling machine by selecting and drilling the tap drill size (see Table 4-5 in Appendix A), then using the drilling machine chuck to hold and align the tap while it is turned by hand. The drilling machine is not a tapping machine, so it should not be used to power tap. To avoid breaking taps, ensure the tap aligns with the center axis of the hole, keep tap flutes clean to avoid jamming, and clean chips out of the bottom of the hole before attempting to tap.
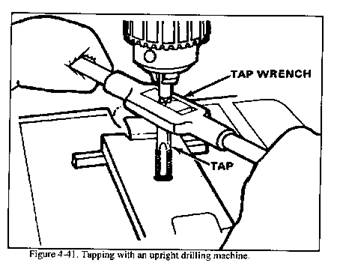
Tapping Large Holes
One method of hand tapping is to mount an adjustable tap and reamer wrench on the square shank of the tap and install a pointed tool with a center in the drilling machine spindle (Figure 4-41). The tap is placed in the drilled hole and the tool's center point is placed in the center hole. The tap is held steady, without forcing, by keeping light pressure on it with the hand feed lever of the drilling machine, while turning the wrench and causing the tap to cut into the hole.
Tapping Small Holes
Another method of hand tapping, without power, is to connect the tap directly into the geared drill chuck of the drilling machine and then turn the drill chuck by hand, while applying light pressure on the tap with the hand feed lever. This method works well on small hand-feed drilling machines when using taps smaller than 1/2-inch diameter.
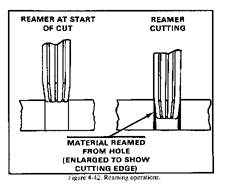
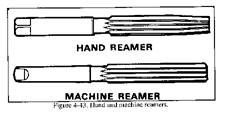
Reaming a drilled hole is another operation that can be performed on a drilling machine. It is difficult, if not impossible, to drill a hole to an exact standard diameter. When great accuracy is required, the holes are first drilled slightly undersized and then reamed to size (Figure 4-42). Reaming can be done on a drilling machine by using a hand reamer or using a machine reamer (Figure 4-43). When you must drill and ream a hole, it is best if the setup is not changed. For example, drill the hole (slightly undersized) and then ream the hole before moving to another hole. This method will ensure that the reamer is accurately aligned over the hole. If a previously drilled hole must be reamed, it must be accurately realigned under the machine spindle. Most hand and machine reamers have a slight chamfer at the tip to aid in alignment and starting (Figure 4-43).
Hand Reamers
Solid hand reamers should be used when a greater accuracy in hole size is required. The cutting action of a hand reamer is performed on the taper (approximately 0.015 per inch) which extends 3/8-to 1/2-inch above the chamfer. This slight taper limits the stock allowance, or metal to be removed by the reamer, from 0.001- to 0.003-inch depending on the size of the reamer. The chamfer aids in aligning and starting the tool, and reamers usually have straight shanks and a square end to fit into an adjustable tap and reamer wrench. A hand reamer should never be chucked into a machine spindle for power reaming. A center may be installed in the drilling machine spindle to align and center the hand reamer. As the reamer is turned by hand into the hole, only a slight pressure is applied to the hand feed lever to keep the center in contact with the reamer and maintain accuracy in alignment.
Machine Reamer
Machine reamers can generally be expected to produce good clean holes if used properly. The cutting action of a machine reamer is performed on the chamfer and it will remove small amounts of material. The allowance for machine reamers is generally 1/64 inch for reamers l/2-inch to 1 inch in diameter, a lesser amount for smaller holes, and greater than 1/64-inch for holes over 1 inch. Machine reamers for use on drilling machines or lathes have taper shanks to fit the machine spindle or straight shanks for inserting into a drill chuck. A reamer must run straight and true to produce a smooth finish. The proper cutting fluid for the metal being cut should be used. Generally, the speed used for machine reaming would be approximately one-half that used for the same size drill.
Reaming Operations
Reamer cutting edges should be sharp and smooth. For accurate sizes, check each reamer with a micrometer prior to use. Never start a reamer on an uneven or rough surface, and never rotate a reamer backwards. Continue to rotate the reamer clockwise, even while withdrawing from the hole. Use just enough feed pressure to keep the reamer feeding into the work. Excessive feed may cause the reamer to dig in and break or grab the workpiece and wrench it from the vise.
Occasionally a straight and smooth hole is needed which is too large or odd sized for drills or reamers. A boring tool can be inserted into the drilling machine and bore any size hole into which the tool holder will fit. A boring bar with a tool bit installed is used for boring on the larger drilling machines. To bore accurately, the setup must be rigid, machine must be sturdy, and power feed must be used. Boring is not recommended for hand-feed drilling machines. Hand feed is not smooth enough for boring and can be dangerous. The tool bit could catch the workpiece and throw it back at the operator. First, secure the work and drill a hole for the boring bar. Then, insert the boring bar without changing the setup. Use a dial indicator to set the size of bored hole desired by adjusting the tool bit in the boring tool holder; then, set the machine speed and feed. The speed is set at the speed recommended for drilling a hole of the same size. Feed should be light, such as 0.005 to 0.010 inch per revolution. Start the machine and take a light cut. Check the size of the hole and make necessary adjustments. Continue boring with a more rough cut, followed by a smoother finishing cut. When finished, check the hole with an internal measuring device before changing the setup in case any additional cuts are required.
Source: http://faculty.ksu.edu.sa/hossainy/Book1/Chapter%204.doc
Web site to visit: http://faculty.ksu.edu.sa
Author of the text: indicated on the source document of the above text
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly. Fair use is a limitation and exception to the exclusive right granted by copyright law to the author of a creative work. In United States copyright law, fair use is a doctrine that permits limited use of copyrighted material without acquiring permission from the rights holders. Examples of fair use include commentary, search engines, criticism, news reporting, research, teaching, library archiving and scholarship. It provides for the legal, unlicensed citation or incorporation of copyrighted material in another author's work under a four-factor balancing test. (source: http://en.wikipedia.org/wiki/Fair_use)
The information of medicine and health contained in the site are of a general nature and purpose which is purely informative and for this reason may not replace in any case, the council of a doctor or a qualified entity legally to the profession.
The texts are the property of their respective authors and we thank them for giving us the opportunity to share for free to students, teachers and users of the Web their texts will used only for illustrative educational and scientific purposes only.
All the information in our site are given for nonprofit educational purposes