
Pipes are commonly joined by welding, by using pipe threads, or by using a mechanical coupling. Process piping is usually joined by welding using a TIG or MIG process. The most common process pipe joint is the butt weld. The ends of pipe to be welded must have a certain weld preparation called an End Weld Prep (EWP) which is typically at an angle of 37.5 degrees to accommodate the filler weld metal. Another form of jointing for heavy wall pipe is threading of which the most common form in Europe is the British standard pipe thread (BSP).
Copper pipes are typically joined by soldering, brazing, compression fittings, flaring, or crimping. Plastic pipes may be joined by solvent welding, heat fusion, or elastomeric sealing.
If frequent disconnection will be required, gasketed pipe flanges or union fittings provide better reliability than threads. Some thin-walled pipes of ductile material, such as the smaller copper or flexible plastic water pipes found in homes for example, may be joined with compression fittings.
Underground pipe typically uses a "push-on" gasket style of pipe that compresses a gasket into a space formed between the two adjoining pieces. Push-on joints are available on most types of pipe. Under buried conditions, gasket-joint pipes allow for lateral movement due to soil shifting as well as expansion/contraction due to temperature differentials.
Large above ground pipe typically uses a flanged joint, which is generally available in ductile iron pipe and some others. It is a gasket style where the flanges of the adjoining pipes are bolted together, compressing the gasket into a space between the pipes.
Mechanical grooved couplings or Victaulic joints are also frequently used for frequent disassembly & assembly. Developed in the 1920s, these mechanical grooved couplings can operate up to 1,200psi working pressures and available in materials to match the pipe grade. Another type of mechanical coupling is a Swagelok brand fitting; this type of compression fitting is typically used on small tubing under ¾” in diameter.
Other jointing methods such as welding and threading and have been dealt with in earlier units and therefore this unit will only concentrate on the following jointing techniques:
Many different materials are used for pipe and tube systems. The reason for their selection for different applications has been dealt with in Module 3, Unit 1, Piping Materials. For the purpose of this unit we will be dealing with the following materials:
A well known phenomenon, which many people find hard to believe, in which liquids can rise upwards between two surfaces. To demonstrate this phenomenon put a clear drinking straw into a glass of water; if the straw is squeezed together the water will rise even higher.
Capillary attraction is caused by the liquid adhering to the side walls of the straw and then, due to cohesion of the water molecules (the need to hold together), pulling itself up to the level of adherence, the water then adheres again to the sides of the straw and again the water pulls itself up to the level of adherence. This process continues until the weight of the water molecules is too great and pulling itself up the level of adhesion proves too much.
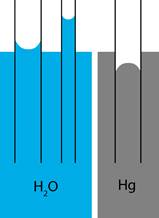
Thus it can be stated that capillary attraction is caused by the adhesion and cohesion qualities of liquids. The closer two surfaces are together, the higher the liquid will rise (see illustration below). Also should the surface be greasy or oily liquid will not readily adhere. But it can also cause problems and damage such as water passing between the laps in sheet weathering material.
Capillary action of water in tubes. (Note how the water rises higher in the narrower tube.)
Soldering is a process in which two or more metal items are joined together by melting and flowing a filler metal into the joint, the filler metal having a relatively low melting point. The filler metal used in the process is called solder. Soldering is distinguished from brazing by use of a lower melting-temperature filler metal; it is distinguished from welding by the base metals not being melted during the joining process. In the soldering process, heat is applied to the parts to be joined, causing the solder to melt and be drawn into the joint by capillary action and to bond to the materials to be joined by wetting action. After the metal cools, the resulting joints are not as strong as the base metal, but have adequate strength and water-tightness for many uses. Because soldering relies on capillary action to draw the solder into the joint the surfaces need to be clean to get good adhesion. If capillary joints are used on mains water supply the solder used must be lead free. There are 2 types of soldering joints:
Hard Soldering is also known as silver soldering or cupro–techtic welding. This is because the rod used has a small amount of silver added to it to lower its melting point and to allow the molten metal to flow more easily.
A special kit of tools has been designed by the Rothenberger company for use with this type of hard soldering. This kit allows the plumber to make straight joints, branches and reduces without the use of any fitting. This has a number of advantages for the plumber. Since less fittings are required there are considerable cost savings.
Silver Soldering requires a lot of heat and special torches are available for this. One is the air-acetylene torch which gives a mixture of air and propane. Both of these flames are hot enough to melt the silver solder rod but not the copper pipe. Oxyacetylene equipment may also be used but care must be taken not to melt the copper. No flux is required for this joint due to the high temperature (600º - 500º).
The silver solder joint is one of the most reliable ways of jointing copper. The joint itself has almost the same characteristics as copper and it seldom leaks.
Soft soldering is a means of jointing pipe using traditional plumbers solder which is a mixture of tin and lead. A comprehensive range of fittings are available and the solder is usually incorporated into each one in the form of an integral ring. Fitting without this ring of solder are also available but are not as popular as the first type.
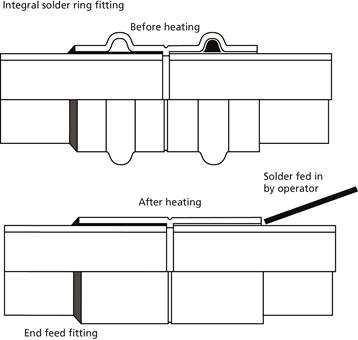
Soldered joints demonstrating capillary action (top joint integral solder ring, bottom joint solder fed by operator)
Soft soldering is characterized by the melting point of the filler metal, which is below 400 C and so a standard butane plumber’s blowtorch or blowlamp is used. In fact too much heat is almost as bad as too little where soft soldering is concerned.
Because of the low temperature being used great care must be taken when preparing the joint. Both the outside of the pipe and the inside of the fitting must be thoroughly cleaned with steel wool or emery paper. Flux is then applied to both surfaces and the joint is then pushed together. All parts of the fitting must be prepared and jointed at the same time. Always try and do the lower joint first. When the heat is applied look for a small ring of solder which will appear at the face of the fitting. This is an indication that the solder is melting. Most plumbers like to add a small amount of solder to the joint to make sure the joint is sound. If too much solder is used the excess can be wiped off with a piece of rag or brown paper smeared with a small amount of flux.
Flux is applied to help clean the joint and should never be applied with the fingers or allowed come into contact with the skin as it is very corrosive. It should always be applied with a brush. When soft solder jointing is used in plumbing and heating systems always ensure the system is flushed out thoroughly to remove any excess or residue flux.
Soft soldering is a lot cheaper than using compression fittings but care must be taken when using this method to ensure that there are no leaking joints.
Soft Soldering central heating pipe Flame heating action on joint
A third common thermal process to join copper pipe is a method known as bronze welding. Although it is referred to as “welding”, no melting of the parent metal takes place. However, the bond produced is equal in strength and comparable to a fusion weld.
Oxy-acetylene equipment is most satisfactory for this process as it is able to produce and intensely hot flame that gives controlled local heating.
A special brass rod is used to make the joint. This rod consists of approximately 60% copper and 40% zinc. It is necessary to add flux to the joint to enable the rod to adhere to the copper and to prevent oxidation. The flux may be used in powder form by dipping the heated end of the brass rod into it. An alternative method is to mix the flux with clean water to form a smooth paste which can be applied to the weld area and the filler rod with a small brush. Some brass rods have flux impregnated into them by the manufacturers.
The melting point of copper is 1,080ºC while the melting point of the brass filler rod is 850º-950ºC. A slightly oxidising flame should be used.
The main types of bronze welding joints used on copper pipe are:
Note: Many people refer to bronze welding as “brazing”. While the materials and joint process are the same, the technique is slightly different. Brazing uses the principal of capillary attraction in the jointing.
Clamp fittings provide a crevice free joint and, depending on the clamp design, requires no tools for assembly or dismantling for cleaning. Provides quick method of regularly opening up a system and often has some kind of closure device such as a ‘Triclover’ clamp. Used where corrosion and contamination are particular hazards, as in the pharmaceutical industry. Also used in systems carrying warm semi-solids and viscous liquids, such as chocolate and tomato sauce, which must not cool in the line but tend to cause regular blockages.
Components of a Tri-clamp joint

Clamp fittings comprise four parts – two welding ferrules, a seal ring (gasket) and a clamp. The ends of the tubes and/or fittings to be joined have a welding ferrule fitted by welding. The joint is made by positioning the welding ferrules together, with a seal inserted between the faces, and then clamping the ferrules together. The clamp is not in contact with the contents of the pipe and may be made of any suitable material.
Assembly of a tri-clamp joint
There are a wide range of different standards for the tri-clamp fitting and it is important to ensure you have the correct one. There are subtle differences between the overall ferrule dimensions which can cause consternation when trying to seal a joint with the wrong seal or clamp. Some of the different standards for tri-clamp joints are as follows:

A quicker alternative to soldering a joint for tubing systems is to use compression fittings. Soldering light tubing requires a special skill while making a compression fitting requires only a wrench. If the segments of piping or tubing are of dissimilar metals or materials--if a segment of copper pipe to be joined to a segment of PVC pipe, for example--the compression fitting is the optimum choice to make the joint. The fittings will also be made of one or more compatible materials appropriate for the connection..
Compression fitting showing compression nut and olive
Compression joints are frequently used for small gauge, thin-walled piping such as fuel lines, gas lines or potable water systems, (to avoid the use of lead solder). Compression fittings are also used extensively for hot and cold water faucets (taps) and toilet stop valves. These valves generally control water to one fixture, such as a toilet, to allow it to be serviced without turning off the water to the entire house. Compression fittings are well suited to this application, as these valves are usually located in confined spaces where copper pipe would be difficult to solder without creating a fire hazard.
As the name implies, compression fittings form a tight seal by applying a compressive force to the pipes and pipe fitting. The fitting is compressed against the pipe with a force sufficient to eliminate all space remaining in the joint, thus preventing fluid from leaking.
The compression fitting is composed of an outer compression nut and an inner ring called a compression ring. This brass ring is referred to as a ferrule or olive. This is usually made of brass or copper. When the nut is tightened, it clamps down on the ferrule, causing it to conform to the circumference of the pipe. Ferrules vary in shape and material but are most commonly in the shape of a beveled ring and are most commonly made out of brass or according to the pipe material. To work properly, the ferrule must be oriented correctly. 
Typically the ferrule is fitted such that the longest sloping face of the ferrule faces away from the nut.
Component parts of a compression joint
There are two common types of compression fitting, the standard (British, type-A/non-manipulative) and flare fittings (British, type-B/manipulative) compression joints. Standard fittings are generally used for water and compressed air connections, while the flare fittings are used for gas and high pressure lines.

The jointing method for the standard compression joint, illustrated below, simply consists of selecting the correct sized fitting for the tube, cutting the tube to the correct length, removing any burrs and checking that the tube end is clean and free from deep scores or other imperfections. If the tube end is oval it should be re-rounded with a suitable tool. Now the tube can be fully inserted into the fitting until it makes contact with the tube stop. Next tighten in accordance with the manufacturers instructions. For example:- tighten the compression nut by hand and a spanner until the compression ring grips the tube, so that it cannot be rotated by hand in the fitting. Now further tighten the nut one third to two thirds of a turn using two spanners, this is to cause the compression ring to bite into and slightly deform the tube.
Type 'A' non-manipulative compression joint

The manipulative compression joint, as shown below, is designed to grip both the inner and outer surfaces of the tube, this results in a joint which can both support and tightly grip the soft condition tube for which it is designed. The jointing method consists of ensuring that the tube is of the correct specification and that the correct size of fitting is being used, next the tube is cut to length using a fine toothed hacksaw and the burrs moved inside and out. Slip the compression nut and compensating ring over the tube end and hammer the correct sized flaring tool or drift into the end of the tube to open out the end. Next check that the adaptor fits correctly into the end of the tube and the fitting body and tighten the compression nut first by hand and then with a spanner for about one full turn to produce a strong and leak-proof joint. The well known Swagelok brand of compression fittings are an example of this type of joint.
Type 'B' manipulative compression joint
Standard fittings require no modifications to the tubing. Flare fittings require modification of the tubing with a special tool.
The most important component in a compression seal is the compression ring itself. The ring is a thin piece of brass and is extremely prone to damage; therefore care should be used when installing them. It is important to the integrity of a compression fitting that excessive force is avoided in tightening the nut. If the fitting is over-tightened, the ferrule frequently deforms and the compression fitting fails. Over-tightening is the most common cause of leaks in compression fittings. Generally, compression fittings are tightened to "finger tight" and then tightened a half-turn more with a wrench. The actual amount varies with the size of the fitting; a larger one requiring less. The fitting is then tested. If slight weeping is observed, the fitting is slowly tightened until the weeping stops.
Joint compound or thread seal tape is not applied to a compression fitting's threads. Joint compound and Teflon tape act to seal the threads from the water pressure in normal threaded connections, but serve little purpose in compression seals and may actually serve to weaken them. The compression is the means of sealing the joint, not the sealing of the threads themselves. Pipe compound or PTFE tape frequently leads to leaks in the fitting; in the case of Teflon tape, it allows a gap to form between the compression ring and nut. Joint compound is sometimes applied to the ferrule or olive to seal imperfections in the fitting, but really serves no purpose as the sealing is enacted through the compression ring itself. Rarely does joint compound or Teflon tape compensate for the loss of an air/watertight seal if the compression ring becomes "ovalled" (due to over-tightening while in a misoriented position, in relation to the compression nut), or if there is some factory defect in the product. In these instances, the compression fittings are simply replaced.
Compression fittings are popular because they do not require soldering, so they are comparatively quick and easy to use. They require no special tools or skills to operate. They work at higher pressures and with toxic gases. Compression fittings are especially useful in installations that may require occasional disassembly or partial removal for maintenance etc, since these joints can be broken and remade without affecting the integrity of the joint. They are also used in situations where a heat source, in particular a soldering torch, is prohibited.
Compression fittings are not as robust as soldered fittings. They should be used in applications where the fitting will not be disturbed and not subjected to flexing or bending. A soldered joint is highly tolerant of flexing and bending (such as when pipes knock or shake from sudden pressure changes). Compression fittings are much more sensitive to these types of dynamic stresses. They are also bulkier, and may be considered less aesthetically pleasing than a neatly soldered joint.

When assembling a flanged joint, always use a full complement of clean, new high strength bolts ensure that the new bolting material strength properties exceed the calculated bolt stress values to be generated in making the piping connection.
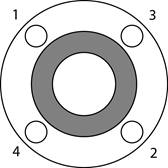
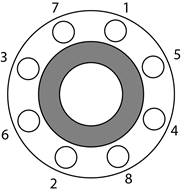 Care should be taken to avoid over-torqueing, which can cause damage to the gasket and the sealing surfaces.
Care should be taken to avoid over-torqueing, which can cause damage to the gasket and the sealing surfaces.Torqueing sequence for 4 hole and 8 hole flanges.
Note: When bolting together dissimilar materials, always tighten to the lowest recommended torque of the components in the joint. Using higher torques may cause excessive deformation of the "softer" material in the joint.
Normally, after initial torque and re torque, a hydro test should be performed following ANSI requirements. Experience has shown that if the above procedure has been followed very few, if any, of the flange joints may fail the hydro test. If a flange joint does leak, first check the torque values, and then tighten in 10% increments over the specified bolt torques until sealed. However, if 150% of the specified torque value is reached and the flange joint still leaks, stop and disassemble the flange joint. Something else is probably wrong such as a damaged flange face, damaged gasket or a misaligned joint. Only after the pressure test has been successfully completed and any leaks corrected, can the pipeline can be signed off and commissioned.
Torque loss is inherent in any bolted joint. The combined effects of bolt relaxation, (approximately 10% during the first 24 hours after installation), gasket creep, vibration in the system, thermal expansion and elastic interaction during bolt tightening contribute to torque loss. When torque loss reaches an extreme, the internal pressure exceeds the compressive force holding the gasket in place and a leak or blow-out occurs.
A re-torque should be applied a minimum of 24 hours after the initial torque or after the first thermal cycle. This allows for seating of the flanged joints and for relaxation of the bolts. If the system is to perform at elevated temperatures, it is recommended that hot water be circulated at the maximum operating temperature of the process (if possible) for a minimum of 24 hours. This allows for the pipe system to experience one thermal cycle. After cool down, re-torqueing of the system should be done. Torqueing should only be done on the system in the ambient, cooled state, never while the process is at elevated temperature, or excessive force could be applied to the flanged joints. Never disassemble a flange joint in a hot system. Wait until the system has cooled to ambient temperature.
Re-torquing should be done at least annually thereafter, especially if the process line experiences elevated temperatures or extreme ambient temperature situations. Torqueing should only be done on the system in the ambient, cooled state, never while the process is at an elevated temperature, as an excessive force will likely be applied to the flanged joints.
It is important to select the correct gasket for the flanged joint. Properties such as system temperatures, pressures and chemical resistance of the gasket should all be considered. Proper gasket thickness is also important. The thicker the gasket, the higher the gasket creep which in turn can result in torque loss. On standard ANSI raised face flanges a 1.5mm thick gasket is normally recommended. Thinner gasket materials can take a higher gasket load and therefore higher internal pressures.
Source: http://local.ecollege.ie/Content/APPRENTICE/liu/pipefitting/word/M3_U5_Pipe%20Joining.doc
Web site to visit: http://local.ecollege.ie
Author of the text: indicated on the source document of the above text
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly. Fair use is a limitation and exception to the exclusive right granted by copyright law to the author of a creative work. In United States copyright law, fair use is a doctrine that permits limited use of copyrighted material without acquiring permission from the rights holders. Examples of fair use include commentary, search engines, criticism, news reporting, research, teaching, library archiving and scholarship. It provides for the legal, unlicensed citation or incorporation of copyrighted material in another author's work under a four-factor balancing test. (source: http://en.wikipedia.org/wiki/Fair_use)
The information of medicine and health contained in the site are of a general nature and purpose which is purely informative and for this reason may not replace in any case, the council of a doctor or a qualified entity legally to the profession.
The texts are the property of their respective authors and we thank them for giving us the opportunity to share for free to students, teachers and users of the Web their texts will used only for illustrative educational and scientific purposes only.
All the information in our site are given for nonprofit educational purposes