
POLYMER PROCESSING
The processing of polymeric materials -plastics, elastomers and composites- is characterized by a wide variety of distinct methods or techniques. Techniques involving the continuous manufacture of a product basically have uniform cross section, which include extrusion, extrusion covering, film blowing and calendering; techniques involving the shaping of a deformable polymer perform against a mold surface, which involve coating and rotational molding; and, finally, techniques which involve the complete filling of a mold cavity, and include casting, compression molding, transfer molding, injection molding and reaction injection molding.
Fundamental to the choice of polymer processing technique is the question of whether to use a high molecular mass starting material or a system that polymerizes in the mold.
In the liquid state, most monomers and low molecular mass polymers flowin much the same way as molten metals in that the shear stress needed to make them flow is directly proportional to the shear strain rate- they are Newtonian fluids. As their molecular masses increase their viscosities increase but at some point the long thin chains begin to rearrange themselves under the applied shear stressed to line up in the direction of flow, and the proportionality between stress and strain rate starts to change- the polymer has become non-Newtonian.
The consequences of the much higher pressures needed to cast high molecular mass polymers are not difficult to appreciate. In addition, the arrangements for keeping the mold closed will need to be more robust since the pressures applied to the mold tend to force the two mold halves open during filling and feeding. And the molds themselves must be made from stronger materials to withstand being repeatedly exposed to these pressures.
Reducing the viscosity of the polymer will clearly allow higher flow rates at the same applied pressures, or permit the use of substantial machinery and tooling. The polymer chains tangle around each other and form so-called ‘mechanical cross links’, effectively strengthening the material in the solid state but making it more difficult to cast in the fluid state. So the grade polymer, which is easy to cast, is going to give inferior performance in the end product and the best performance will be obtained from a material that is more difficult to cast.
Extrusion
The extrusion process basically is continuously shaping a fluid polymer through the orifice of a suitable tool (die), and subsequently solidifying it into a product (extrudate of constant cross section). In the case of thermoplastics, the feed material, in powder or pellet form, is most commonly heated to a fluid state and pumped into the die, through a screw extruder; it is then solidified by cooling after exiting from the die.

Figure 1. Extrusion dies can have complex shapes to (a) compensate for die swell, (b) distribute material across the width of a sheet, or (c) coat a wire. [1]
Extrusion products are often subdivided into groups that include filaments of circular cross-section, profiles of irregular cross section, axissymmetric tubes and pipes, and flat products such as films or sheets.
Film Blowing
The film blowing process basically consists of a extruding a tube of molten thermoplastic and continuously inflating it to several times initial diameter, to form a thin tubular product that can be used directly, or slit to form a flat film.
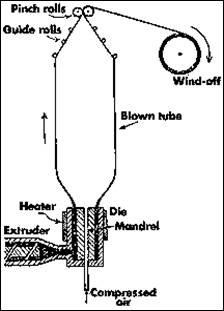
Figure 2. Film Blowing.
Films produced by the film blowing process are widely used for agricultural, construction, and industrial applications, including covers for silage, greenhouses, chemical/solar ponds, flat cars, etc., or for a variety of packing applications, with include wrap, can lining, fabricated bags such as garbage bags, gusseted (V-tucks, W-folds) fashion bags, and T-shirt bags (sacks) for groceries.
Sheet Thermoforming
Sheet thermoforming, or simply thermoforming, involves the heating of a flat thermoplastic sheet to a softened state (above the glass transition temperature Tg for non-crystallizing thermoplastics or near the melting temperature Tm for crystallizing ones), followed by the deformation (forming) of the softened sheet into a desired shape by pneumatic or mechanical means, and finally its solidification into this shape by cooling.

Figure 3. (1) A flat plastic sheet is softened by heating; (2) the softened sheet is placed over a concave mold cavity; (3) a vacuum draws the sheet into the cavity; and (4) the plastic hardens on contact with the cold mold surface, and the part is removed and subsequently trimmed from the web.
Products made by sheet thermoforming include skin and blisterpacks, individual containers for jelly or cream, vials, cups, tubs, trays and lids. As many as millions of parts per day can be produced with a tool featuring several hundred cavities. Larger products are generally made from cut sheets at much shower rates; the heating stage often is the limiting factor. Transparent products, such as contoured windows, skylights and cockpit canopies, are often made by this method.
Blow Molding
The basic principle of the blow molding process is to inflate a softened thermoplastic hollow preform against the cooled surface of a closed mold, where the material solidifies into a hollow product.
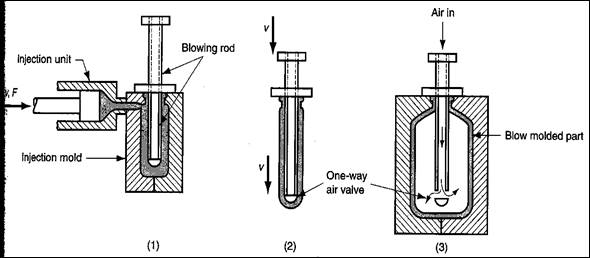
Figure 4. (1) Injection molding of parison, (2) stretching, and (3) blowing.
Packing is the major area of application of small to medium-size disposable blow molded products. Liquid foodstuffs are increasingly packaged in narrow neck plastic PET bottles. Blow molded containers are also used for cosmetics, toiletries, pharmaceutical and medical packaging and a variety of household products.
Compression Molding
The compression molding process is used for temperature activated thermosetting polymers. Compression molding basically involves the pressing of a deformable material charge between the two halves of a heated mold, and its transformation into a solid product under the effect of the elevated mold temperature. Compression molding temperatures are often in the range 140-200 0C; mold pressures can vary from 35 atm to 700 atm. Material charges are often pre-heated to speed up the initial softening stage. Compression molding is characterized by the show and moderate flow of the very viscous material charge to fill the cavity, and it is not normally suitable for making complicated parts, or parts featuring fragile inserts.

Figure 5. (1) Charge is loaded, (2) and (3) charge is compressed and cured, and (4) part is ejected and removed.
Transfer Molding
Transfer molding is often associated with compression molding, because it is used with the same two classes of materials, temperature-activated thermosets, and vulcanizable rubbers. In transfer molding a softened temperature-activated material is transferred through a narrow gate into the closed cavity of a heated mold, where it cures to a solid state.
Transfer molding is normally used with materials that have fairly high pre-curing fluidity, facilitating the flow from the loading area to cavities. This also permits the molding of complex parts, parts featuring fragile inserts.
Injection Molding
The injection molding process involves the rapid pressure filling of a specific mold cavity with a fluid material, followed by the solidification of the material into a product. The process is used for thermoplastics, thermosetting resins, and rubbers.
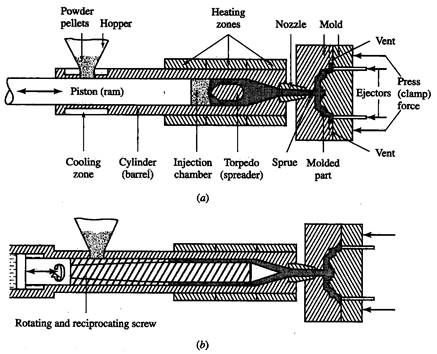
Figure 6. (a) Reciprocating plunger and (b) reciprocating rotating screw. [1]
The injection molding of thermoplastics can be subdivided into a several stages. At the plasticity stage, the feed unit operates pretty much as an extruder, melting and homogenizing the material in the screw/barrel system. The screw however is allowed to retract, to make room for the molten material reservoir. At the injection state, the screw is used as a ram for the rapid transfer of the molten material from the reservoir to the cavity between the two halves of the closed mold. Since the mold is kept at a temperature below the solidification temperature of the material, it is essential to inject the molten material rapidly ensure complete filling of the cavity. A high holding packing pressure is normally exerted, to partially compensate for the thermal contraction of the material upon cooling. After the cooling stage, the mold can be opened and the solid product removed.

Figure 7. Typical cavity pressure variations over the entire injection molding
cycle is shown here.
The cavity pressure rises rapidly during the filling stage, which is followed by the holding or the packing stage. Once the gate freezes off, the cavity pressure decays with time till the part is ejected. At high pressures, a polymer melt is compressible, allowing additional material to be packed in the mold cavity after mold filling is complete. This is necessary to reduce non-uniform part shrinkage, which leads to part warpage. Excessive packing results in a highly stressed part and may cause ejection problems whereas insufficient packing causes poor surface, sink marks, welds and non-uniform shrinkage.
All thermoplastics are, in principle, suitable for injection molding, but since fast flow rates are needed, grades with good fluidity are normally preferable. Significant differences in ease of molding, and the resulting structure and properties of products are found between amorphous and crystallizing thermoplastics; they concern problems such as shrinkage, warpage, sink marks, flashing, and short shots.
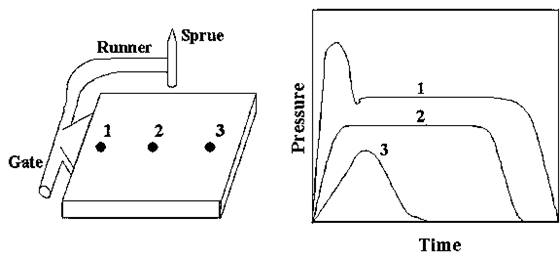
Figure 8. Pressure history varies with position.
The pressure distribution inside the mold cavity changes with distance from the inlet gate. The figure 8 shows a simple part geometry with pressure variations among the points one, two and three respectively. Further away from the gate, pressure rises slowly and it decays quicker than at the points closer to the gate. The pressure in the mold cavity should be more uniform to minimize part warpage.
A major disadvantage of injection molded products is the incorporation of fine details such as bosses, locating pins, mounting holes, ribs, flanges, etc., which normally eliminates assembly and finishing operations.

Figure 9. The figure shows a typical temperature history in the cavity during
the injection molding cycle.
The gate freezes off first because it is thinner than the cavity. Once the part temperature is well below the polymer solidification temperature, the part is ejected.
PROBLEMS ENCOUNTERED IN INJECTION MOLDING
There are many details to pay attention in injection molding which affects the physical properties, they may even cause to the failure of the molding.
Jetting occurs when polymer melt is pushed at a high velocity through restrictive areas, such as the nozzle, runner, or gate, into open, thicker areas, without forming contact with the mold wall. This leads to part weakness, surface blemishes, and a multiplicity of internal defects.
An air trap is air that is caught inside the mold cavity. It becomes trapped by converging polymer melt fronts or because it failed to escape from the mold vents, or mold inserts, which also act as vents.
A short shot is a molded part that is incomplete because insufficient material was injected into the mold. It can be caused by entrapped air, insufficient machine injection pressure (resulting from high melt resistance and a restricted flow path), pre-mature solidification of the polymer melt, and machine defects.
A sink mark is a local surface depression and a void is a vacuum bubble in the core. Sink marks and voids are caused by localized shrinkage of the material at thick sections without sufficient compensation when the part is cooling.
A weld line (also called a weld mark or a knit line) is formed when separate melt fronts traveling in opposite directions meet. The formation of weld lines can be caused by holes or inserts in the part, multi-gate cavity systems, or variable wall thickness where hesitation or race tracking occurs. The weld lines are undesirable when the strength and the surface quality are important.
REFERENCES
[1] Introduction to Manufacturing Processes, John A. Schey, 2nd Ed., McGraw Hill, 1987.
[2] Plastics, Materials and Processing, A. Brent Strong, 2nd Ed., Prentice Hall, 2000.
Source: http://www.mslab.boun.edu.tr/polymer.doc
Web site to visit: http://www.mslab.boun.edu.tr
Author of the text: indicated on the source document of the above text
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly. Fair use is a limitation and exception to the exclusive right granted by copyright law to the author of a creative work. In United States copyright law, fair use is a doctrine that permits limited use of copyrighted material without acquiring permission from the rights holders. Examples of fair use include commentary, search engines, criticism, news reporting, research, teaching, library archiving and scholarship. It provides for the legal, unlicensed citation or incorporation of copyrighted material in another author's work under a four-factor balancing test. (source: http://en.wikipedia.org/wiki/Fair_use)
The information of medicine and health contained in the site are of a general nature and purpose which is purely informative and for this reason may not replace in any case, the council of a doctor or a qualified entity legally to the profession.
The texts are the property of their respective authors and we thank them for giving us the opportunity to share for free to students, teachers and users of the Web their texts will used only for illustrative educational and scientific purposes only.
All the information in our site are given for nonprofit educational purposes