
During the past several years, Lean Manufacturing has received a great deal of attention in its application to manufacturing companies. The results can be dramatic. The savings achieved in WIP reduction, MCT reduction and other manufacturing related metrics have been unprecedented and far outweigh those achieved by “traditional” improvement methods. The Lean Manufacturing methodology is a life-changing way of doing business that creates significant sustainable results. These new ways of thinking have typically been so different they prevented the firm from fully implementing Lean in the organization.
Gone are the days of building the perfect balance between all of the various points in your manufacturing operation and building product in huge batches. Gone are the days of not noticing product problems until there is a huge amount already built. Gone are the days of low yield. Product quality as measured was good, but the process has led to the build up of analysis mills for the sake of output. Lean Manufacturing implemented as described in this article will dramatically improve all of these areas and leave your workers as happier and more productive people. It enhances management’s understanding and control of operations, and improves the decision making process.
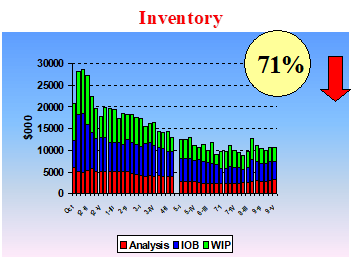
This summary describes the partnership that formed between the Client and the Consultant. Together, they developed Lean Manufacturing methodologies that have in one area reduced WIP by over $400,000,000 over a six-month period in 2001. Use of these methodologies caused a $20,000,000 drop in WIP in one product area in 2000. The background history of its development and a brief overview of the process are contained in this article. Although, the actual creation and implementation of this process took approximately one year, once developed it was fully implemented with over 1,000 Associates and in another part of the facility in only six months. Each subsequent implementation was on a larger scale. This dramatic change in manufacturing methodology is helping Client meet the difficult challenges faced by hi-tech.
Introduction to Client
The Consultant worked with the Client in one facility from 1997 to 1998 using traditional methods of shop floor controls in its improvement efforts and achieved significant results from the project. In 1999, the Consultant was invited to study an area at another facility. Based on this assessment and an agreed upon mutual approach the following areas were concentrated upon to form the basis for a project:
Development of the Lean Approach
As the year progressed, the area agreed to a feasibility study.
In February of 1999, the Client held an off-site management meeting to determine the future challenges and opportunities. WIP Reduction and MCT (Manufacturing Cycle Time) were two key areas.
These goals also tied into an internal report’s recommendations completed in 1997. This report said that a cellular method should be the future methodology for the facility. The “old” ways were firmly entrenched though making it extremely difficult for the facility to implement this method using only their own personnel. This led the facility to address these concerns and to seek outside specialists in implementation and training to assist with developing an improved manufacturing process.
Initial efforts received the typical “been there done that” yawn from the Client personnel. At the first two progress review meetings, management was displeased with the Client – Consultant coordination. They pushed for a closer working relationship and more of a team approach.
During the next six weeks, the Client and the Consultant focused on a team approach with key staff in one focused area. The name given to the group was a “Tiger Team”. Ultimately, this area was the first to develop the direction that the entire plant would subsequently adapt. These key Client members would later win a coveted award for their accomplishments on this team. They focused on an improved method to get the product through the process and out the door to the customer. They modeled a synchronous flow operation that indicated that a WIP reduction of approximately $3,500,000 (WIP currently measured $5,000,000) was achievable. The catalyst to this improved method was this large reduction in WIP. This opportunity galvanized the team into ACTION!
The Team modeled various approaches. Implementation of the model was delayed to coincide with the end of the quarter. There was an intense pressure at the time to get the product out using the current batch methods. The changes were made to the area on a weekend so that on Monday it was ready for production. Key Associates and personnel from the Facilities Group came in on the weekend to help setup the area and assist in the move. Key Associates came in to assist in ergonomic issues. The modeled approach used a combination of Lean, Kaisen, Kan Ban and Cellular Manufacturing designs and techniques. Cornerstones of the approach were the combined elements of Deming (Quality) and Goldratt (Theory of Constraints and The Goal). Implementation of this new method coincided with the start of the new quarter.
The First Cells and Results

The first cells constructed were modeled using the movement of product from station to station in buffer sizes to prove that the concept worked and to identify potential glitches. A “W” shaped cell was formed to feed output before going to the test areas. Half of the area was converted to this cell design. Throughput of the cell was managed by using buffers between each station. The pacing of the cell output was designed to always meet the bottleneck capacity. The Team monitored the cells using 24-hour coverage during the first week.
Results were phenomenal!
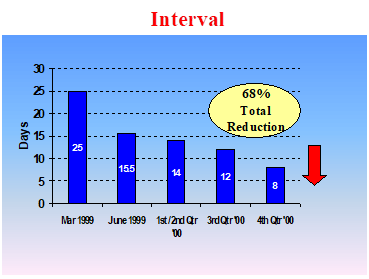
Within weeks the area could produce 500 units easily in a five-day workweek where before the area when pushed hard and working a seven-day workweek might be able to complete 300 units. This was a very important development and it was far better than the 150 units possible prior to any efforts to improve performance:
The area’s manager, working with the group, laid down a mandate to assure sustainability of the results. Controls were prototyped to develop a visual workplace looking at output and quality. Great success was achieved:
In December 1999, Senior Management initiated a move that pending reorganization, the Consultant would come back in to continue assisting with the implementation. In February 2000, the Consultant returned. Client and Consultant, working with the Supervisors, expanded the Tiger Team efforts to other products. Lean Manufacturing and the Visual Factory method were expanded throughout the group. Unique to this six-month phase was ramp up of a new line. However, clouds were on the horizon in 2000 and the predictions for a ramp up failed to materialize. Lean however enabled cuts in resources and still make production targets. End August of 2000, the project ended successfully with over $20,000,000 savings for just that phase.
Storms appeared for the telecommunications business including WIP/Inventory problems and costs. These haunted Client as projected growth rates failed to materialize. Changes also occurred in management at this facility. A Ford Motor Company Manager, with an extensive Lean Manufacturing background came onboard in OLS. He would prove invaluable in supporting key managers in the engineering and manufacturing sides of the plant. A management team looked at a Client – Consultant effort to maximize the benefits achieved to combat workflow and inventory/WIP problems. The Consultant was invited to the facility for an analysis and strategy session, which resulted in a combined effort to take the Lean Manufacturing methodology to product lines in another “factory” at the location.
2001 Lean Manufacturing Project
By this time Client and Consultant had the Team Concepts agreed upon. A rapid deployment of 8 Teams with approximately 90 + Team Members was developed to format cells and define/implement buffer strategies and WIP control throughout these product lines. This project resulted in 40 cells being implemented in six months with the average of 2 cells per week being put into place and launched. To galvanize the teams and drive to meet this schedule, these eight teams met weekly with the commitment to meeting the target dates. A logistics team worked to assume incoming material planning and processes and meshed with lean manufacturing. A key understanding throughout this effort was that:
The OLS group formed W3 (World-Class Waste Watchers) Teams. Core members mentoring the process were the Consultants. Teams trained by the Client-Consultant core group are continuing to identify new opportunities, improvements and savings to their organization. The W3 Teams have matured into a Process Engineer/Supervisor/Manager group that meets once per week on alternate 3rd, 1st and 2nd shifts. The accomplishments made in this time of uncertainty, declining orders, layoffs, early retirements, factory sell-offs and reorganization of Executive Management is extraordinary. Although Client continues to struggle its way through the high tech telecommunications slump, it has seasoned managers who have seen the need to establish a climate of change focusing in on improvements and key metrics.
Additional new areas of focus include Supply Chain issues and Contract Manufacturing. Key Executives in Key Roles are continuing to focus on all of these improvement areas. Senior Management is emphasizing these efforts and formalizing the benefits of using lean metrics such as MCT and WIP control Client-wide. His direction and leadership has added impetus to the key metrics, the buffer strategy, 5S and the drive to sustainability.
The Lean Manufacturing Process – An Overview
The primary tool for defining and analyzing the production area in order to determine the bottleneck and setup of a cell is called a “FACT Sheet”. Pictured below it outlines the following items:

Using this document, the team is able to design the cell, determine the cell’s output or Reasonable Expectancy (RE) and buffer sizes between each process step. The shift RE is not meant to be an indicator that is impossible to attain but a reasonable amount that can be expected to be achieved by the team of Associates in the cell if adequate parts, tooling, equipment and personnel are in place. The bottleneck operation sets the “drum beat” of the cell enabling management to have a better ability to know exactly how much product can be promised to customers. All personnel operating in this environment should have a working knowledge of this FACT Sheet so that they are familiar with the buffer size for each of their positions and the RE of their particular cell.
When the cells are constructed and ready for operation there are several visual displays used in the operation of the cell. These borrow heavily upon the ideals of Deming who believed that attributes that are charted by the Associates on visual displays are more apt to be focused upon and improved upon. The visual displays are listed below:
The Communication Board is the focal point of all communications in the cell. It is where the cell debriefings between the off going and the on-coming shifts are held to communicate the output, yield and issues of the shift. It is shown below:


Each of these items plays a critical role in the operation of a cell. The logbooks help the Associates to maintain the large Tally/Communications Board, which is located at the entrance to each cell. They capture important quality and lost time issues for action by lead personnel. The Tally/Communication Board is a visual monitor of whether the cell is producing at the expected rate or whether there are issues that need to be acted upon by management. It is now easy for a manager to see whether they should take action and where action should be taken. Associates are greatly involved by taking charge of the amount of WIP in their area. They are now controlling the WIP in the cell by maintaining the buffer strategies indicated on their buffer signs.
A Team effort is achieved that dramatically reduces WIP/Inventory levels and enables managers and marketing personnel alike make promises to customers that they know will be kept on time and in full.
Implementation Notes and Recap of Primary Thoughts
There are several important points to keep in mind when implementing a lean methodology and creating cells. These are listed here, in no particular order of importance and not meant to be all-inclusive, and can be discussed in greater detail by contacting The Consultant:
Summary
This process was developed through the hard work, drive and determination of many people at Client and in collaboration with the consultants. It is the culmination of several years of effort and has shown the outstanding results possible by implementing a Lean Manufacturing Methodology. Through the implementation of this process, Client has achieved significant results including:

The telecommunications industry is still struggling but these achievements are key steps in helping Client to make it through the tough times. The methodologies outlined above are being used to refine and implement strategic plans to reorganize, out-source, sell and/or relocate operations, processes and product lines. It is enabling the client to focus on its latest products and disengage in commodity and legacy activities. This restructuring is assuring client growth and successful transition to the 21st century.
Blane P. Jarchow
Source: http://www.top-consultant.com/ask_a_guru/genericlean.doc
Web site to visit: http://www.top-consultant.com
Author of the text: indicated on the source document of the above text
If you are the author of the text above and you not agree to share your knowledge for teaching, research, scholarship (for fair use as indicated in the United States copyrigh low) please send us an e-mail and we will remove your text quickly. Fair use is a limitation and exception to the exclusive right granted by copyright law to the author of a creative work. In United States copyright law, fair use is a doctrine that permits limited use of copyrighted material without acquiring permission from the rights holders. Examples of fair use include commentary, search engines, criticism, news reporting, research, teaching, library archiving and scholarship. It provides for the legal, unlicensed citation or incorporation of copyrighted material in another author's work under a four-factor balancing test. (source: http://en.wikipedia.org/wiki/Fair_use)
The information of medicine and health contained in the site are of a general nature and purpose which is purely informative and for this reason may not replace in any case, the council of a doctor or a qualified entity legally to the profession.
The texts are the property of their respective authors and we thank them for giving us the opportunity to share for free to students, teachers and users of the Web their texts will used only for illustrative educational and scientific purposes only.
All the information in our site are given for nonprofit educational purposes